The Definition Of Living Hinge.
A living hinge also called an integral hinge or integral joint is a thin strip of plastic that connects two thicker sections of a part. It bridges what would otherwise be separate components, like a container body and its lid, into one molded piece. The result is a joint that can open, close, and flex repeatedly, with no metal hardware required.
In precise engineering terms, a living hinge acts as a one degree of freedom joint made of fatigue resistant material. Its primary mechanical function is to provide fluid rotational movement while effectively removing 10 degrees of motion (DOM) that would otherwise exist between two separate bodies. Beyond its mechanical utility, the concept offers significant economical and functional incentives,it enables the production of complete hinge enclosures in a single injection molding operation, thereby consolidating multiple parts into one streamlined design and eliminating the need for secondary assembly.
The structural integrity and longevity of a living hinge are fundamentally rooted in molecular orientation. During the injection molding process, polymer chains must be aligned transverse (perpendicular) to the hinge axis to provide the necessary bending action and tensile strength. Because this application demands extreme elongation and fatigue resistance, success is generally restricted to specific semi-crystalline materials, most notably polypropylene (PP) and polyethylene (PE). When designed and manufactured according to best practices, these materials allow a living hinge to withstand upwards of one million flex cycles without failure, ensuring a durable and high-performance product life.
| Feature | Living Hinges (Integral Hinges) | Conventional Hinges (Pin Hinges) |
|---|---|---|
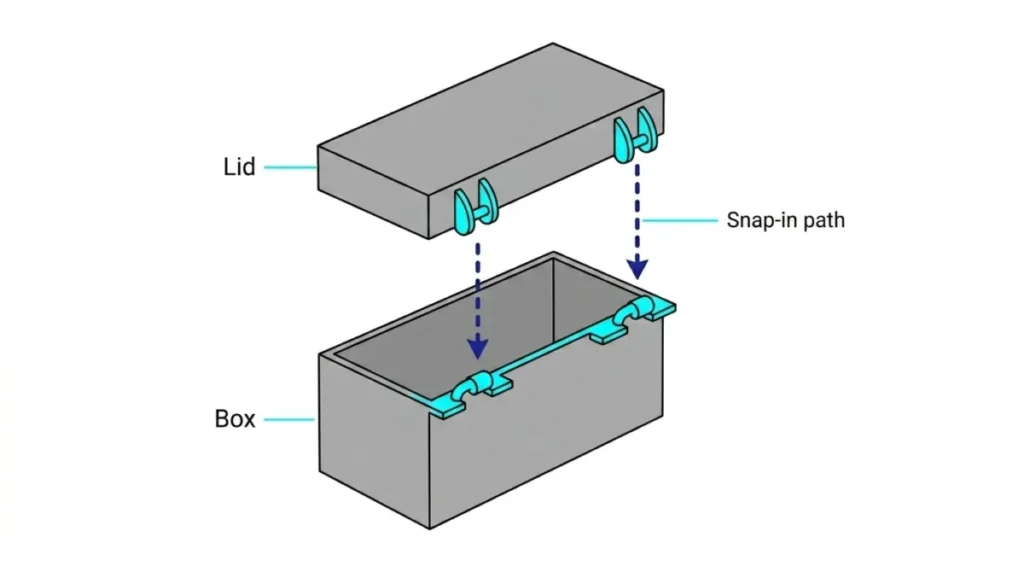
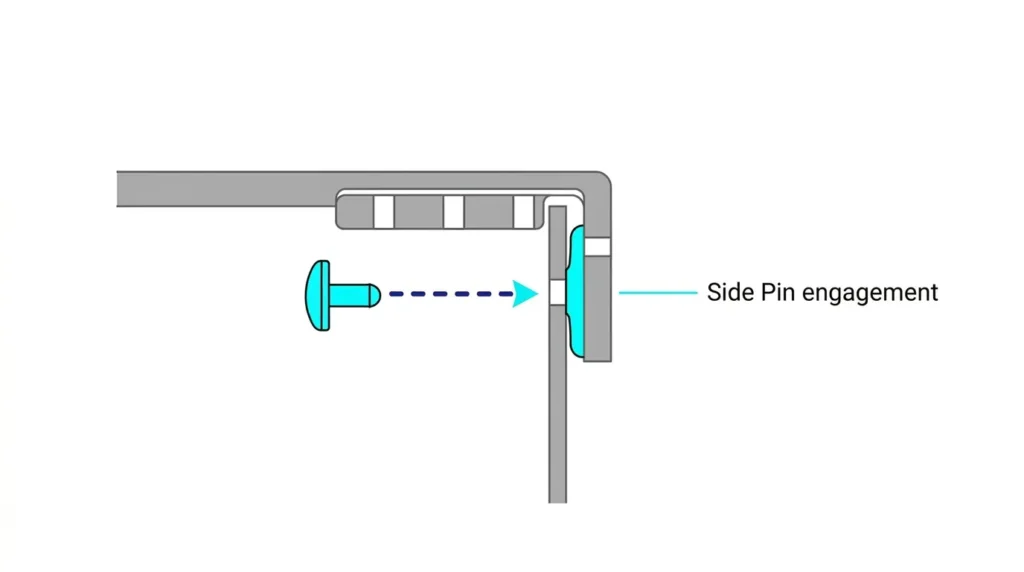
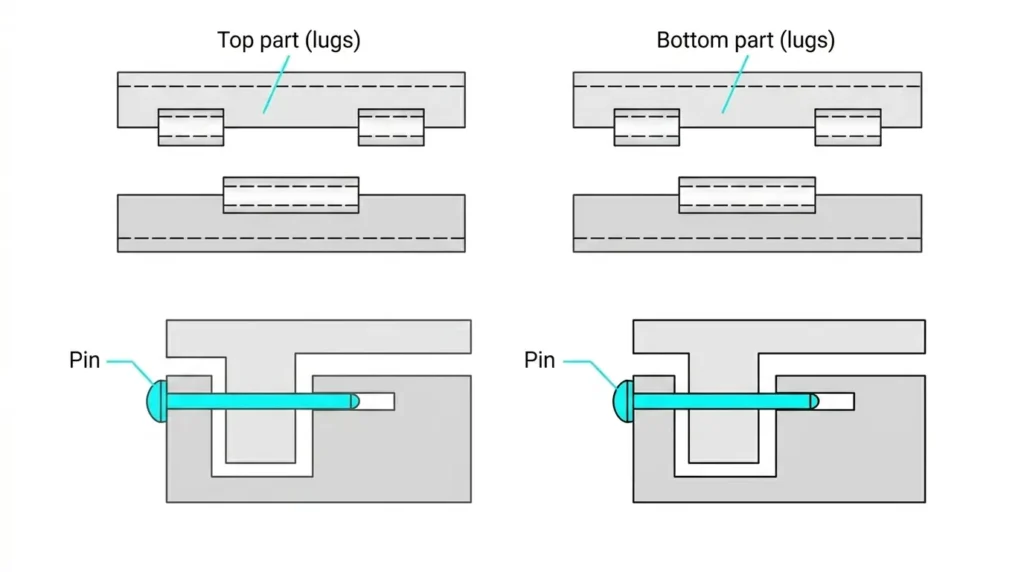
| Description | A very thin portion of material bridging two heavy walls, allowing the part to flex without mechanical parts. | A multi-part assembly imitating metal hinges, typically consisting of a pin and rotating lugs. |
| Manufacturing | Produced in one single injection molding operation. | Requires multiple parts and secondary assembly operations (drilling, heat staking, etc.). |
| Economic Value | High cost savings due to reduced part count, simplified inventory, and lower labor costs. | Higher total cost due to additional hardware, inventory, and assembly labor. |
| Material Choice | Highly restricted; typically limited to crystalline materials like Polypropylene (PP) and Polyethylene (PE). | Versatile; can be used with almost any resin, including high-performance Nylon or Acetal for durability. |
| Durability | Can withstand up to one million flex cycles if molecular orientation is set correctly. | Varies; durable if using bearing-grade materials (Acetal), but prone to failure at knit lines. |
| Sustainability | Excellent recyclability as it consists of single-material, single-component construction. | Poor recyclability; requires disassembly of different materials or metal pins. |
| Mold Complexity | Can be complex to gate correctly but eliminates side-action mechanisms. | Often requires expensive cam actions, side cores, or sliding shut-offs to mold holes for pins. |
| Processing Needs | Requires post-mold flexing while hot to orient molecules across the hinge. | Standard molding process, though knit line control near pin holes is critical. |
| Limitations | Sensitive to low temperatures and certain chemicals (if using PP); requires high elongation. | Pin diameter/wall thickness ratios must be carefully managed to avoid specific ejection forces or breakage. |
Living Hinge Design Guidelines And Geometry.
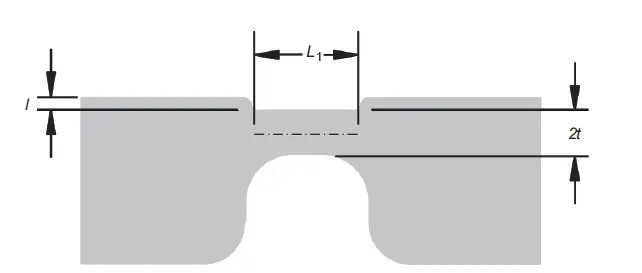
Every living hinge is controlled by three dimensions. They are independent choices, but they interact , change one and the safe range of the other two shifts.
| Dimension | Label in Image | What it is | Typical Target | What happens if you get it wrong |
| Hinge Thickness | 2t | Wall thickness at the thinnest point of the hinge zone. | 0.25 – 0.5 mm | Too thick → outer fiber overstrained on first closure. Too thin → hard to fill, knit lines form. |
| Hinge Length | L1 | Dimension of the hinge measured along the direction of bending. | PP/PE: 3–4 times Hinge thickness Eng. Plastics: 8–10 times Hinge thickness | Too short → fracture. Too long → excess material bulk and possible hinge sag in service. |
| Recess Depth | I | The step or groove cut into one face of the hinge to center the neutral axis. | 0 for PP/PE; > 0 for engineering plastics | No recess on a brittle material → the top edge acts as a notch → hinge snaps in tension on the first 180° bend. |
Thickness in practice: 0.25 to 0.5 mm is the window.
For injection molded living hinges in engineering plastics, 0.5 mm is the practical upper limit. Below 0.25 mm, packing the hinge becomes unreliable and weld lines can appear mid-hinge.
Length:
Unlike thickness, which you choose based on molding constraints, the minimum hinge length is something the material dictates. A material with high elongation at break gives you more room ,the hinge can be shorter. A stiff material with low elongation forces you to use a longer hinge to spread the strain over a greater arc.
The practical implication: when you switch from a flexible elastomer to polyamide, you may need to increase your hinge length significantly ,even if you keep the same thickness just to avoid fracture on the first closure.
Copying a hinge geometry from a PP part and applying it directly to a polyamide or polyester design. The geometry that flexes a million times in PP will often crack on the first assembly in nylon. The material changed; the minimum safe length did not follow.
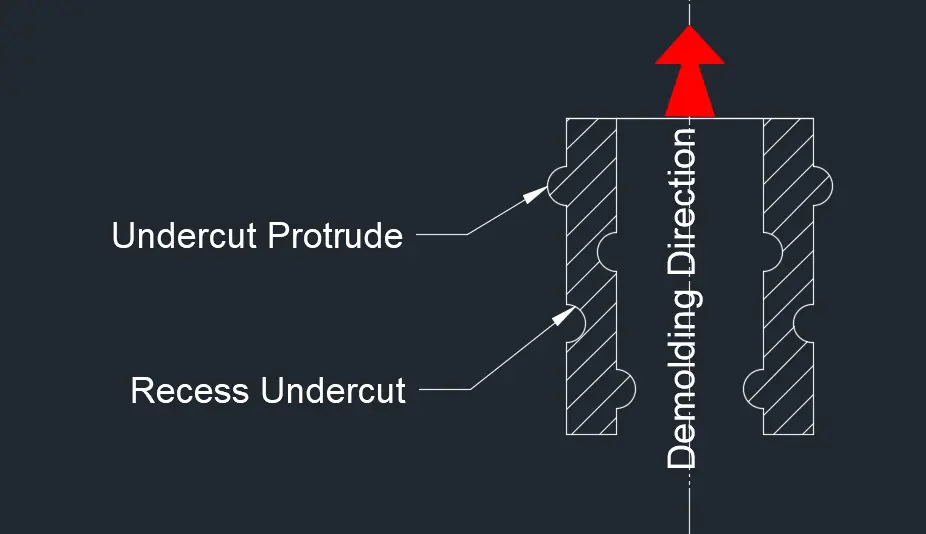
The recess: why “common” designs fail in engineering plastics.
Walk around any design office and you will find hinge sketches that look like a simple taper to a thin point , no groove, no step, no recess on the compression side. That design works fine in polypropylene. In polyamide or polyester, it fails consistently, and the failure mode is not fatigue. The hinge breaks on the first closure.
Here is why: when a hinge with no recess closes to 180°, the upper outer edge of the thin section has nowhere to go. It becomes a stress concentration .essentially a notch that forces the hinge to split in tension. The material does not have time to redistribute the stress.it just tears.
The fix is straightforward: add a recess to the compression side of the hinge. When the hinge closes, the fibers in compression now follow a smooth radius created by the groove rather than being forced into a sharp fold. The tension side stays controlled. This is the difference between the “common” design that fails and the recommended design that doesn’t.
- Add a recess on the compression side for any engineering plastic (PA, PBT, PET elastomer)
- Design the recess so closed fibers follow a smooth, generous radius
- Use the recess to center the neutral axis in the hinge thickness
- Keep the recess symmetric if the hinge must flex in both directions
- Use a no-recess design on any material other than PP or PE
- Scale up a PP hinge geometry and expect it to work in nylon
- Use an offset recess (non-zero Z) unless the assembly requires it .it creates asymmetric strain
- Make the recess radius too sharp . it defeats the purpose
Bend angle matters more than most designers realize.
The strain in a living hinge is not fixed ,it scales with the closing angle. A hinge that bends 45° carries a fraction of the strain of one that bends 180°, even if every other dimension is identical. This has a direct consequence for how you size the hinge.
A real world example: an automotive connector that closes “the right way” (panels rotating 45°) is well inside the elastic limit of the polyamide it is made from. The same connector assembled “the wrong way” (bending 135° instead) breaks every time. not because the geometry changed, but because the strain at 135° pushes the material past its break point. The hinge looks identical from both sides of the assembly line. One works. One doesn’t.
The practical implication for design: if your hinge can be assembled incorrectly, you need to check the worst case angle, not just the intended one. Designing for 90° closure when the hinge can be accidentally over bent to 150° is a common source of field failures.
| Closing angle | Strain relative to 180° | Design implication |
|---|---|---|
| 45° | ~25% | Most engineering plastics will stay elastic. Generous safety margin. |
| 90° | ~50% | Generally safe for PA and PET elastomer at 0.5 mm thickness. |
| 135° | ~75% | Risky for polyamide at standard geometry. Check both material cases. |
| 180° | 100% | Full design load. Requires full analysis for any material other than PP/PE. |
Selecting The Right Material For Living Hinge Made By Injection Molding.
| Material | Elongation at Break | Expected Cycle Life | Cost | Key Characteristics | Recommendation |
|---|---|---|---|---|---|
| PP and PE | 300–600% | Up to 1,000,000 | Low | Temperature limit ~100°C. Requires immediate post-ejection flexing to orient molecular chains. | Best choice whenever the application allows it |
| Thermoplastic elastomer (TPE / PET elastomer) | ~40% (PET) to 300%+ (TPE) | Several hundred to thousands | Moderate | Flexible feel, good chemical resistance. Strong candidate for under-hood or chemical-exposure environments where PP falls short. | Strong second choice for engineering applications |
| Polyamide (nylon) | 15–25% | A few hundred at best | Moderate | High stiffness, good temperature and chemical resistance. Must condition before testing extremely brittle in dry-as-molded (DAM) state. | Use when environment demands it . design carefully |
| Other engineering plastics (PBT, POM, PC) | Typically 5–20% | Very limited | Moderate to high | Possible with the right geometry, but low elongation leaves very little design margin. Longer hinge length and thinner section are both required. | Possible with the right geometry, but expect low cycle counts |
Polyamide parts are brittle immediately after molding .the material has not yet absorbed ambient moisture. If you flex a nylon hinge right off the press, it will crack. The same part, conditioned for a few weeks in open air, may flex fine. This catches teams by surprise when early prototypes fail and production parts work, or vice versa. Build conditioning time into your test protocol.
Material Comparison: Polypropylene (PP) vs. Polyethylene (PE).
| Property | Polypropylene (PP) | Polyethylene (PE) |
| Flex Life | Excellent: Can withstand over 1 million cycles if designed correctly. | High: Can reach 1 million cycles, but typically slightly inferior to PP in thin-wall packaging. |
| Shrinkage Rate | Moderate to High (~1.8% – 2.5%), but relatively stable and uniform. | Extremely High & Unpredictable (~2% – 5%), highly prone to severe warping. |
| Environmental Stress Cracking (ESC) | No issue: Provides excellent chemical resistance. | Highly Sensitive: Prone to brittle failure when in contact with certain surfactants or solvents. |
| Precision Suitability | Suitable for parts requiring a specific level of fit and assembly precision. | Not recommended for precision parts due to high shrinkage making dimensions hard to control. |
| Main Applications | Bottle caps, automotive interior components. | Low-cost container lids, high-volume/low-end packaging. |
The structural integrity and longevity of a living hinge are fundamentally rooted in molecular orientation. During the injection molding process, polymer chains must be aligned transverse (perpendicular) to the hinge axis to provide the necessary bending action and tensile strength. Because this application demands extreme elongation and fatigue resistance, success is generally restricted to specific semi-crystalline materials, most notably polypropylene (PP) and polyethylene (PE). When designed and manufactured according to best practices, these materials allow a living hinge to withstand upwards of one million flex cycles without failure, ensuring a durable and high-performance product life.
Every living hinge is controlled by three dimensions. They are independent choices, but they interact , change one and the safe range of the other two shifts.
Copying a hinge geometry from a PP part and applying it directly to a polyamide or polyester design. The geometry that flexes a million times in PP will often crack on the first assembly in nylon. The material changed; the minimum safe length did not follow.
Injection Molding Essentials For Living Hinges
Successfully manufacturing a living hinge is as much an exercise in fluid dynamics as it is in geometric design. While the CAD model may look perfect, the final part’s durability is decided within the seconds of the injection and cooling cycles. To transform a thin strip of plastic into a high-performance hinge capable of millions of flexures, engineers must master the following molding essentials:
Recommended Injection Molding Gate For Living Hinges
Choosing the right gating system is the most decisive factor in the success of a living hinge. It is not merely about filling the cavity; it is about managing the “Technical, Aesthetic, and Economic” balance while ensuring the polymer chains align perfectly to survive millions of flexures.
To achieve a durable hinge, the gating system must adhere to several non-negotiable engineering conditions:
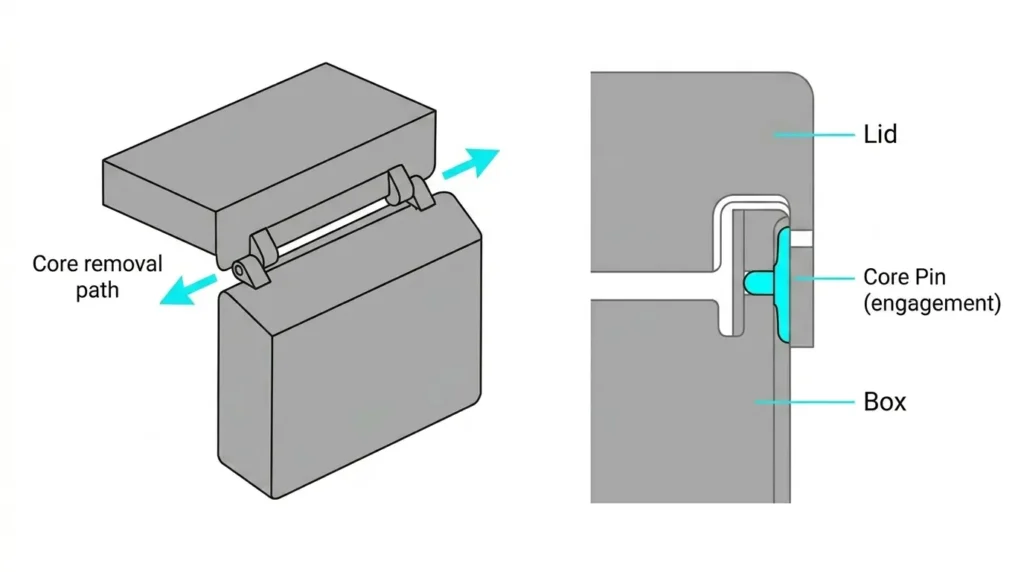
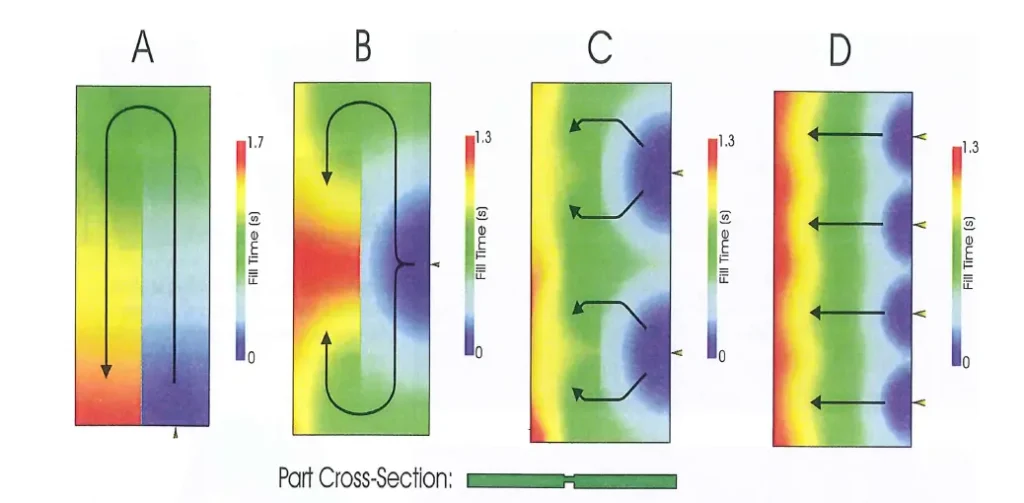
The “Box-First” Filling Method:
The gate(s) should always be located on the largest section of the enclosure,typically the box (the main body), rather than the lid.
- The Goal: The major cavity of the box must be completely filled before the melt reaches the restricted hinge area.
- Why it matters: If the melt reaches the hinge too early, it creates a massive pressure drop that starves the rest of the part. Filling the box first ensures the melt has sufficient momentum and pressure to “burst” through the thin hinge web uniformly.
Achieving Uniform Perpendicular Flow.
The “Golden Rule” of living hinges is that polymer flow must be perpendicular to the hinge line.
- Uniformity: The melt front should hit the hinge section as evenly as possible.
- Orientation: This perpendicular path ensures the polymer chains are stretched across the hinge, providing the tensile strength needed for bending. If the flow is diagonal or parallel, the hinge will tear like paper along the grain.
Optimal Gate Placement: Front Wall vs. Bottom Gating.
While several gating styles exist, their practicality varies based on mold complexity and part function:
The Ideal (Film or Edge Gates): For shallow boxes, a film gate or two individual edge gates located on the front wall (opposite the hinge) provides the most uniform filling.
Pros: Excellent molecular orientation and part quality.
Cons: Often obstructs the box’s locking mechanism and requires expensive hot runner systems for single-cavity molds.
Multi-Gate Considerations & Weld Line Prevention.
In larger parts where a single gate is insufficient, a multiple-gate system may be used, but it introduces the risk of the “Fatal Weld Line.”
Placement Restriction: Never place gates on either side of the hinge in a way that allows two flow fronts to meet within the hinge web.
Weld Line Avoidance: If multiple gates are necessary, they must be synchronized so that a single, continuous flow front passes through the hinge. A weld line in the hinge is a guaranteed point of immediate failure.
“Living hinges require real-world fatigue testing. Prototype injection molding ensures your hinge design survives thousands of cycles before mass production.”
Conclusion:
Don’t let manufacturing complexities compromise your product’s durability. At Qlution Mold, we combine decades of technical expertise with state of the art mold flow analysis to ensure your living hinges are optimized for both performance and manufacturability.
Whether you are developing a high precision medical device, a rugged automotive component, or innovative consumer packaging, our team provides:
DFM (Design for Manufacturing) Reports to catch potential issues before tooling begins.
Expert Gate & Cooling System Design to guarantee perfect molecular alignment.
Precision Tooling that meets the tightest tolerances required for thin-wall hinges.
Ready to bring your project to life?
Contact Qlution Mold today for a comprehensive design review and quote. Let us help you turn your complex living hinge challenges into a competitive advantage
The Science of Selection: A Comprehensive Introduction to Injection Molding Materials.The Science of Selection: A Comprehensive Introduction to Injection Molding Materials.