Injection molding materials selection is one of the most critical decisions in plastic part design. Choosing the right resin directly affects part performance, mold design, cycle time, and total production cost.
What Thermoplastics is
Thermoplastics are polymers characterized by their physical phase transitions, allowing them to soften or melt into a viscous fluid when heated and re solidify upon cooling a process that is fully reversible and repeatable. At the microscopic level, these materials consist of independent linear or branched long chain molecules held together only by weak intermolecular forces, such as Van der Waals forces, rather than chemical bonds. This structure allows the chains to slide past each other when thermal energy is applied, enabling plastic flow. In the injection molding process, the melt is injected into a cold mold, where the part is formed through rapid physical cooling (freezing) as the heat is dissipated. This behavior is technically analogous to wax or ice, which can be melted and reshaped multiple times without altering their basic chemical identity. Consequently, thermoplastics offer excellent sustainability through recyclability; gates, runners, and scrap can be processed into regrind and reintroduced into production. Thanks to these fast cycle times and high design flexibility, thermoplastics currently dominate the industry, accounting for approximately 85% to 90% of the global injection molding marketThe fundamental distinction between thermoplastics and thermosets dictates every downstream design decision, from gate geometry to cycle time optimization. Thermoplastics undergo reversible physical melting; their polymer chains remain linear or branched, allowing repeated reprocessing. Key parameters: melt flow index (MFI) typically ranges from 2–50 g/10 min for injection grades; processing temperatures span 160–320°C depending on semi-crystalline (e.g., PEEK, PA66) or amorphous (e.g., PC, ABS) variants. Shrinkage rates vary from 0.2% (PC) to 2.5% (PP).
What Thermosets is
Thermoset plastics are engineering materials designed for permanent structural integrity, characterized by an irreversible chemical transformation during processing. Unlike thermoplastics, they undergo a one-time softening phase followed by a curing (cross-linking) reaction that converts the resin into a rigid, infusible solid. At the molecular level, this process establishes strong covalent bonds between polymer chains, creating a vast three-dimensional network that prevents the molecules from sliding past one another. In practice, thermosets are typically injected into a heated mold, where high temperatures trigger the chemical reaction rather than maintaining fluid flow. This transition is technically analogous to boiling an egg: once the material has “set” through heat, its chemical identity is permanently altered, and subsequent reheating will result in thermal degradation or carbonization rather than melting. This stable 3D framework grants thermosets superior mechanical strength, dimensional stability, and resistance to heat and chemicals, far exceeding the limits of most thermoplastics. However, this permanent bond also means they cannot be re-melted for recycling; instead, scrap is usually pulverized for use as inert filler. While they represent a smaller market segment (approximately 10%), thermosets remain indispensable for high-performance applications such as electrical insulators, heat-resistant handles, and aerospace thermal shields.
| Feature | Thermoplastic Injection Molding | Thermoset Injection Molding |
| 1. Machine Characteristics | ||
| Heating Mechanism | Equipped with electric heating bands to melt solid pellets into a flowable melt. | Equipped with water-cooling jackets to keep material warm without triggering premature curing. |
| Screw Design | Reciprocating screws with high L/D ratios (18:1 to 24:1) and non-return valves. | Shorter screws (12:1 to 16:1) with a 1:1 compression ratio and no non-return valves. |
| Rheological Behavior | Injection pressures typically 2,000 to 30,000 psi; cycle times measured in seconds. | Unique “U-shaped” viscosity curve; viscosity drops initially then spikes during chemical cross-linking. |
| 2. Mold Design | ||
| Temperature Control | Utilizes cooling systems (water/oil) set significantly below the polymer’s freezing point. | Utilizes heating systems (electric/oil) to maintain 150°C–200°C+ to trigger the reaction. |
| Runner Systems | Hot Runners keep material molten to eliminate waste; Cold Runners solidify with the part. | Cold Runners refer to temp-controlled systems keeping material liquid; solidified material in runners is waste. |
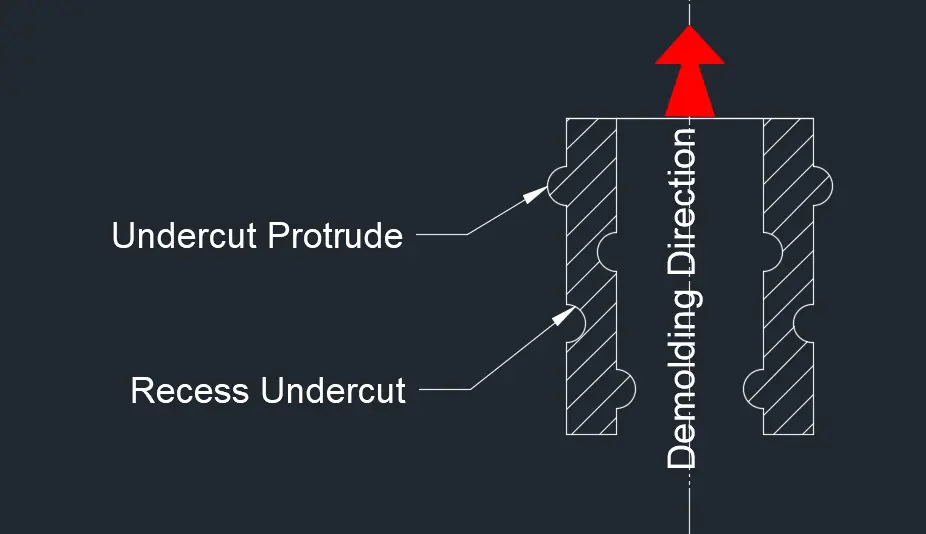
| Venting & Ejection | Standard venting; parts shrink onto the core and require draft angles and ejector pins. | Critical precision venting required to release gases produced during the chemical curing reaction. |
| 3. Tooling & Fabrication | ||
| Steel Selection | Common steels like P20, H13, or 420 Stainless; moderate hardness requirements. | Requires through-hardened tool steels to resist abrasive fillers (e.g., glass fiber or mineral powder). |
| Precision & Flash | Focuses on polishing and texturing of the cavity surfaces for aesthetic part finish. | Extreme precision on parting line fit (<0.01mm) is required to prevent high-pressure flashing. |
| Wear Resistance | Standard resistance; primarily focused on corrosion resistance or surface finish. | Wear-resistant coatings are mandatory to combat erosion from high-content abrasive reinforcements. |
Molecular Identity: Understanding Amorphous vs. Semicrystalline Structures.
Amorphous Plastics.
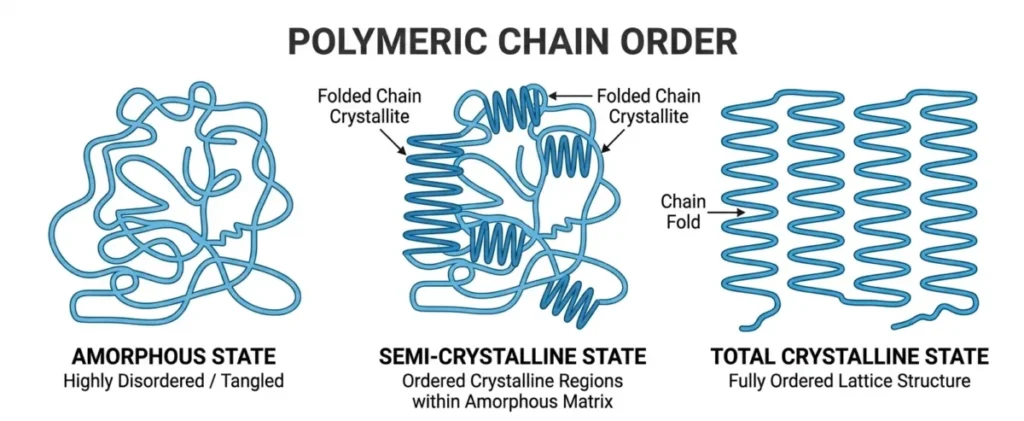
Amorphous Plastics are a category of polymers characterized by a random, disordered molecular arrangement. Microscopically, their structure is often compared to a “tangled plate of cooked spaghetti” or a “messy ball of yarn.” Unlike semi crystalline materials, their molecular chains possess bulky side groups or highly branched structures that prevent them from packing tightly into an ordered lattice, resulting in a lack of long range structural order.
This unique microstructure dictates several defining characteristics:
- Thermal Behavior & the Tg: Amorphous plastics do not have a specific melting point (Tm). Instead, they transition from a hard, brittle “glassy state” to a soft, rubbery state at the Glass Transition Temperature (Tg). As temperature increases beyond Tg, the material gradually softens into a high-viscosity fluid, offering a wider processing window than semi-crystalline alternatives.
- Dimensional Precision: They exhibit isotropic shrinkage, meaning they shrink uniformly in all directions (typically low, between 0.5% and 1%). This ensures high dimensional stability, rapid post-molding stabilization, and minimal risk of warping.
- Optical and Physical Properties: In their natural state, most amorphous plastics are transparent and clear (e.g., PC, PMMA, PS) because they lack crystalline regions that scatter light. While they generally offer high impact resistance, they are prone to creep under long-term loads and exhibit relatively low resistance to organic solvents, which can lead to environmental stress cracking.
- Processing Requirements: Due to their hygroscopic nature, many amorphous resins (like PC and ABS) require rigorous drying to prevent silver streaks or degradation. During injection molding, mold temperature is primarily used to optimize surface finish and reduce internal stress rather than to manage crystallinity.
Typical Examples: Common resins include ABS, Polycarbonate (PC), Polystyrene (PS), and PMMA (Acrylic), as well as high-performance materials like PEI (Polyetherimide) and PSU (Polysulfone).
Semi-crystalline Plastics.
Semi-crystalline Plastics are high-performance polymers characterized by a dual phase microstructure consisting of highly ordered crystalline regions (crystallites) embedded within a disordered, amorphous matrix. In the world of injection molding, no plastic is 100% crystalline; instead, these materials possess a specific degree of crystallinity (e.g., HDPE at 80% or Nylon 66 at 70%) determined by their chemical regularity and the rate at which they are cooled.
The unique properties of semi-crystalline plastics are defined by their distinct molecular and thermal behaviors:
- Thermal Phase Transitions: Unlike amorphous plastics, these materials possess a sharp melting point (Tm). When heated above Tm, the crystalline lattice collapses into a low-viscosity fluid, a transition that requires a specific “heat of fusion.” Between the glass transition temperature (Tg) and Tm, the material exhibits a “leathery” state, balancing toughness with structural rigidity.
- Shrinkage and Anisotropy: Semi-crystalline plastics undergo significant volume contraction during solidification, with shrinkage rates typically between 1.5% and 5%. This shrinkage is often anisotropic (non-uniform across different directions) and highly sensitive to wall thickness. Furthermore, they are prone to post-mold shrinkage, as molecular rearrangement and crystallization can continue for 24 to 48 hours after the part is ejected.
- Physical and Chemical Profile: Due to the dense crystalline lattice which effectively blocks solvent penetration, these materials offer superior chemical resistance. They are typically opaque or translucent in their natural state because the crystal boundaries scatter light. Mechanically, they provide excellent fatigue resistance, stiffness, and natural lubricity (wear resistance).
- Processing Fundamentals: The mold temperature is the most critical variable in processing, as it directly controls the final degree of crystallinity. Because of the rapid increase in viscosity during crystallization, high injection speeds are often required, alongside a robust packing phase to compensate for the significant volume loss during cooling.
Typical Examples: This category includes high-volume commodities like Polyethylene (PE) and Polypropylene (PP), engineering resins such as Nylon (PA) and POM (Acetal), and ultra-high-performance polymers like PEEK and PPS.
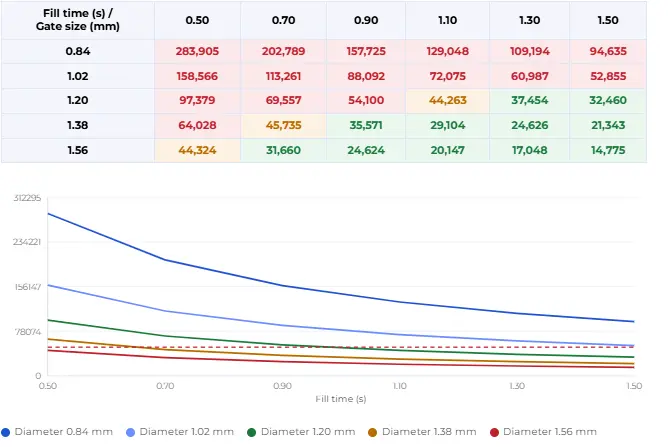
- Pressure dynamics: Injection pressure must overcome melt viscosity and cavity resistance. For high-flow materials (MFR >20 g/10 min), hold pressure is often 50-70% of injection pressure to prevent sink marks. For shear-sensitive materials like PVC, pressure ramp rates should stay below 50 MPa/s to avoid burn marks.
- Temperature control: Barrel temperature profiles should be set 5-10°C higher at the nozzle than the rear zone for uniform melt. Mold temperature is equally critical: for PBT, a mold temperature of 80-100°C ensures optimal crystallinity (30-40%), while for LCP, 120-150°C is required to achieve anisotropic orientation.
- Time management: Cooling time dominates the cycle (typically 70-80% of total). For a 3 mm wall thickness in PP, cooling time is approximately 20 seconds at a mold temperature of 40°C, but drops to 12 seconds at 20°C. Injection time should be <1 second for thin-wall parts (<1 mm) to prevent premature freezing.
Technical Comparison: Amorphous vs. Semi-Crystalline Thermoplastics
| Feature | Amorphous Thermoplastics | Semi-Crystalline Thermoplastics |
| Molecular Structure | Random, entangled (like cooked spaghetti) | Ordered regions (crystallites) within an amorphous matrix |
| Melting Behavior | Gradual softening over a range; no distinct Tm | Sharp and well-defined melting point (Tm) |
| Transparency | Naturally transparent/clear (e.g., PC, PMMA) | Naturally translucent or opaque (due to light scattering) |
| Molding Shrinkage | Low (typically 0.3% – 0.8%) | High (typically 1.0% – 5.0% or more) |
| Shrinkage Nature | Isotropic (uniform in all directions) | Anisotropic (differential; flow vs. cross-flow) |
| Chemical Resistance | Generally poor (prone to stress cracking) | Generally excellent (resistant to many solvents) |
| Melt Viscosity | High; decreases gradually with heat | Abrupt drop at Tm; transitions to low viscosity |
| Energy Needs | Lower; requires less heat and cooling energy | Higher; requires heat of fusion to melt crystals |
| Injection Speed | Slower rates are often acceptable | Fast injection required to prevent premature freeze |
| Cycle Times | Generally longer (solidifies slowly) | Often shorter (solidifies rapidly once below Tm) |
| Post-Mold Stability | Stabilizes quickly | Can continue to shrink/crystallize for hours or days |
| Typical Materials | ABS, PC, PS, PMMA, SAN, PVC | PE, PP, PA (Nylon), POM, PET, PBT, PPS |
Engineering Insights.
Dimensional Accuracy: If your part requires extremely tight tolerances and low warp, Amorphous materials are generally the safer choice due to their low and uniform shrinkage.
Mechanical Durability: For components exposed to harsh chemicals, fuels, or repetitive fatigue (like gears and bearings), Semi-Crystalline materials are preferred because their dense crystal lattice provides a natural barrier and higher structural integrity.
Aesthetics: Amorphous plastics are the go-to for “optical grade” parts, whereas Semi-Crystalline plastics are usually selected for “functional” or “industrial” parts where clarity is not a requirement.
Beyond the Basics: Performance Additives and Fillers
In a production environment, pure resins are rarely processed in their “neat” state. A critical distinction must be made: while a polymer provides the chemical backbone, a plastic is a functional compound—a blend of the base polymer and specific additives designed to meet technical requirements that raw resins cannot achieve alone.
By physically dispersing or dissolving additives into the polymer matrix, we can precisely engineer the material’s processability and end-use functionality.
Core Classification and Performance Enhancement.
Additives used in modern injection molding generally fall into three functional categories:
Reinforcements: These are utilized to elevate mechanical properties such as tensile strength, stiffness, and modulus. While glass fiber remains the industrial standard, carbon fiber is specified for high-strength-to-weight applications, and aramid (Kevlar) or metallic fibers are used for specialized impact or conductive needs. Beyond strength, reinforcements significantly boost the Heat Deflection Temperature (HDT). For instance, adding glass fiber to Polypropylene (PP) can shift its HDT from a mere 60°C to over 150°C.
Fillers: Often referred to as “extenders,” materials like talc, calcium carbonate, mica, and glass microspheres are used to reduce costs or modify non-structural properties. Unlike fibers, spherical or particulate fillers (such as glass beads) tend to improve dimensional stability and reduce shrinkage without introducing severe directional bias.
Functional Additives: This broad group manages the chemical and aesthetic integrity of the part.
- Stabilizers: Antioxidants and UV absorbers prevent thermal degradation during processing and environmental aging.
- Processing Aids: Lubricants like stearates optimize melt flow and mold release, while plasticizers are used—primarily in PVC—to increase flexibility.
- Specialized Agents: This includes flame retardants, antistatic agents, nucleating agents (to accelerate crystallization in semi-crystalline resins), and foaming agents used to reduce part weight and eliminate sink marks.
Impact on Shrinkage and Warpage Control.
The introduction of foreign particles profoundly alters a polymer’s volumetric contraction. While fillers generally reduce overall shrinkage by occupying space, fiber reinforcements introduce the challenge of anisotropy.
As the melt flows, fibers align with the flow direction. This results in significantly lower shrinkage along the flow path compared to the transverse direction a primary driver of part warpage. To counteract this, engineers often specify a hybrid blend of fibers and mineral fillers (like mica). The isotropic nature of mineral fillers helps balance the differential shrinkage, resulting in a flatter, more dimensionally stable component.
Operational Challenges and Tooling Wear.
Enhancing performance via additives involves clear trade offs in processing and equipment maintenance:
- Abrasive Wear: Glass fibers and certain mineral fillers are highly abrasive. They act as scouring agents that rapidly erode the screw, barrel, and mold gates. When running these compounds, the use of through-hardened tool steels (such as D2 or high-chromium steels) and specialized coatings is mandatory to ensure tool longevity.
- Rheological Shifts: Fillers typically increase melt viscosity. This necessitates higher injection pressures and melt temperatures to achieve complete mold filling, especially in thin-walled sections.
- Mechanical Degradation: High shear forces during the plasticizing stage can cause “fiber breakage,” reducing the intended reinforcement effect. Furthermore, additives can “plate out” or migrate to the mold surface, creating deposits that clog vents and mar surface finishes.
- Toughness Reduction: In most cases, increasing a material’s stiffness through fillers comes at the expense of its impact strength; the material becomes more rigid but also more brittle.
Material Selection Framework: Matching Requirements to Properties.
Successful material selection is an exercise in systematic elimination. Rather than searching for a “perfect” resin, engineers must filter candidates through a hierarchy of constraints to manage inevitable trade offs.
To move from a broad list of polymers to a technical shortlist, you must map specific Product Requirements directly onto Material Properties. The following framework provides a structured model for this process, prioritizing environmental limits and mechanical loads to ensure the material survives its intended lifecycle.
Stage 1: Environmental Filter (The “Go/No-Go” Barrier).
Environmental constraints are often absolute; if a material fails here, design changes cannot usually compensate for it.
| Product Requirement | Primary Material Property/Attribute | Engineering Mapping & Logic |
| High Service Temperature | Heat Deflection Temp (HDT) & Continuous Service Temp | Amorphous resins soften gradually; Semicrystalline resins maintain stiffness until a sharp melting point (Tm). Use PEEK, PEI, or PPS for extremes (>150°C). |
| Exposure to Fuels/Oils | Chemical Resistance & Morphology | Semicrystalline materials (Nylon, POM, PBT) offer superior resistance to organic solvents and fuels. Amorphous resins (PC, ABS) are prone to Environmental Stress Cracking (ESC). |
| Outdoor / UV Exposure | UV Stability & Weatherability | Most plastics require UV stabilizers or carbon black to prevent embrittlement. Acrylic (PMMA) and ASA have inherent UV resistance. |
| Sterilization Needs | Hydrolytic Stability | Requires resins that resist hydrolysis (e.g., PEI, Polysulfone). PBT and PET are sensitive to moisture at high temperatures. |
Stage 2: Mechanical Filter (The Functionality Filter).
| Product Requirement | Primary Material Property/Attribute | Engineering Mapping & Logic |
| Sudden Shock / Abuse | Notched Izod Impact Strength & Toughness | High-impact Amorphous resins like PC and ABS are industry leaders. Note: Nylon is significantly tougher when “conditioned” with moisture than when “dry as molded.” |
| Constant Static Load | Creep Modulus & Tensile Strength | Plastics are viscoelastic; properties are time-dependent. Reinforced Semicrystalline resins (e.g., Glass-filled Nylon) provide superior creep resistance at elevated temperatures. |
| Gears / Sliding Contact | Coefficient of Friction (CoF) & Abrasion Resistance | Semicrystalline resins like POM (Acetal) and Nylon are inherently self-lubricating. UHMWPE remains the “gold standard” for extreme abrasion resistance. |
| High Stiffness (Thin Walls) | Flexural Modulus | Glass-fiber reinforcement can double or triple the modulus but introduces anisotropic shrinkage, increasing the risk of part warpage. |
Stage 3: Economic Filter (The Optimization Filter).
| Product Requirement | Cost Strategy | Engineering Mapping & Logic |
| Mass Market / Low Margin | Commodity Resins | Focus on PP, PE, PS, or PVC. These materials account for approximately 2/3 of global synthetic polymer production due to low monomer costs and ease of processing. |
| Precision Components | Engineering Resins | Focus on PC, Nylon, PBT, or POM. The higher material price is offset by the ability to hold tighter tolerances, superior dimensional stability, and better mechanical longevity. |
| Specialized Aerospace/Medical | High-Performance Polymers | Use PEEK, PEI, or LCP. These resins are extremely expensive but provide unique properties such as autoclave resistance and V0 flammability without the need for toxic additives. |
Selection Summary
The Economics of Scale: For Mass Market goods, a few cents’ difference in material cost per part can dictate the project’s profitability. PP is often the “default” choice here due to its versatility and low density (more parts per kilogram).
Dimensional Integrity: When a project moves into Engineering Resins, you are paying for consistency. These materials have more predictable shrinkage behaviors, which is critical for snap-fits, gear meshes, and complex assemblies.
The “Extremes” Tier: High-Performance Polymers are reserved for environments where failure is not an option. In medical applications, the ability of PEEK to withstand repeated sterilization without losing its mechanical properties justifies its significant price premium.
Conclusion:
Selecting the right material is not merely the first step in production; it is the fundamental determinant of your product’s lifecycle, performance, and commercial viability. As we have explored, the transition from a raw polymer to a finished precision component involves a complex interplay of molecular structure, additive chemistry, and rigorous environmental filtering. Whether you are managing the extreme thermal demands of a semi-crystalline PEEK or the aesthetic clarity of an amorphous Polycarbonate, understanding these technical nuances is what separates a successful launch from a costly field failure.
However, theory only takes a project so far. The bridge between material science and high-yield production is built on decades of shop-floor experience and tooling expertise.
Partner with Qlution Mold for Your Next Project
At Qlution Mold, we specialize in transforming these complex material properties into tangible results. Our engineering team combines deep expertise in injection mold fabrication with high-precision injection molding services to help you navigate the “Science of Selection” with confidence.
Whether you are in the early stages of material benchmarking or ready to kick off high-volume production, we are here to ensure your tooling is optimized for your chosen resin’s unique characteristics.