When sourcing injection molded parts, most buyers hit the same question early: US or China?
There’s no clean answer, and in 2026, the calculation is more complicated than it used to be. Tariff shifts, automation gains, and supply chain disruptions have all moved the numbers. A decision that made obvious sense five years ago may not hold up today.
To compare costs properly, you need to know that injection molding pricing splits into two separate categories:
- Tooling Cost (Mold Manufacturing): Mold manufacturing is a labor-intensive process, which means where your toolmaker is located has an outsized effect on your final invoice.
- Piece Price (Part Production): The per unit cost of every part you run dominated by material costs and production efficiency, not just local wages.
Confusing these two categories is one of the most expensive mistakes a buyer can make.In this guide, we break down both cost structures side by side, using 2026 data, so you can see exactly where the cost gaps are real and where they’re smaller than you think.
What Is Injection Mold Tooling Cost?
Injection mold tooling cost is the the total expense investment required to engineer and manufacture a unique, high-precision production tool. Because an injection mold is a one off engineered product made by highly skilled tradespeople using specialized equipment, it represents a significant nonrecurring engineering (NRE) expense that serves as the foundation for the entire production lifecycle.Below is a detailed breakdown of what constitutes this cost and the factors that drive its final value.
Design & Engineering
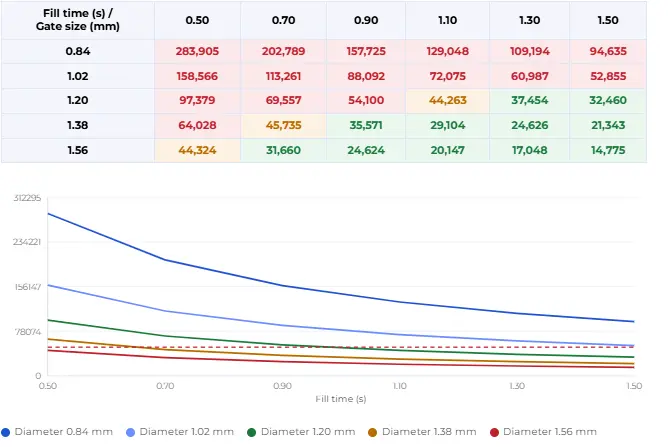
Before a single gram of steel is cut, the mold must be fully engineered on paper or more precisely, in software. This phase covers the development of 3D CAD models, mold flow analysis to simulate how molten plastic will fill the cavity, and the detailed planning of cooling channels and ejection systems. The decisions made here determine the quality ceiling of every part produced for the life of the tool. A poorly engineered mold cannot be fixed by excellent machining, which is why experienced buyers treat this phase as an investment, not an overhead.
Raw Materials.
The physical mold is built from tool steel,a specialized, high performance material selected based on the production volume, part material, and surface finish requirements. The mold base provides the structural housing, while the cavity and core steels are chosen for their hardness, wear resistance, and machinability. Not all steel is equal,a mold intended for millions of cycles demands a significantly harder and more expensive grade than a prototype or low volume tool. The material specification made at this stage has a direct and lasting impact on mold longevity and maintenance frequency.
Direct Labor & Machining.
This is where the bulk of the cost lives. Translating an engineered design into a functional steel tool demands hundreds,sometimes thousands of hours of highly skilled work: CNC milling to rough out the geometry, EDM (electrical discharge machining) to achieve features that cutting tools cannot reach, precision drilling for cooling lines and hardware, and meticulous hand fitting to bring mating surfaces into tolerance. The billed hourly rate is not simply a machinist’s wage, it bundles benefits, shop overhead, and equipment depreciation into a single figure. This is also the component most sensitive to geography, making it the primary driver of the US vs. China price gap.
Purchased Components.
No mold is built entirely from scratch. Standard hardware like ejector pins, guide bushings, return springs, and locating rings is sourced from specialized suppliers and assembled into the tool. For most molds, this is a relatively minor line item. The significant exception is the hotrunner system: where a conventional cold runner discards plastic with every cycle, a hot runner keeps the material molten in the feed channels, eliminating waste and improving cycle efficiency. This performance upgrade comes at a real cost ,and it is priced per drop, making it a meaningful addition to the total Injection Mold Tooling Cost on multi cavity tools.
| Cost Category | Typical Percentage |
|---|---|
| Design and Engineering | 10% – 15% |
| Raw Materials (Steel) | 10% – 15% |
| Machining and Direct Labor | 60% – 75% |
| Purchased Standard Components | ~5% |
| Note: Hot Runners & Special Systems | Charged separately (can significantly increase total) |
The Labor Rate Gap: US vs. China.
Injection Mold Sourcing
Decision Scorecard 2026
Answer 8 questions and get a data-backed recommendation: US or China — for your specific project.
🔒 No spam. Your email is only used to send you the scorecard.
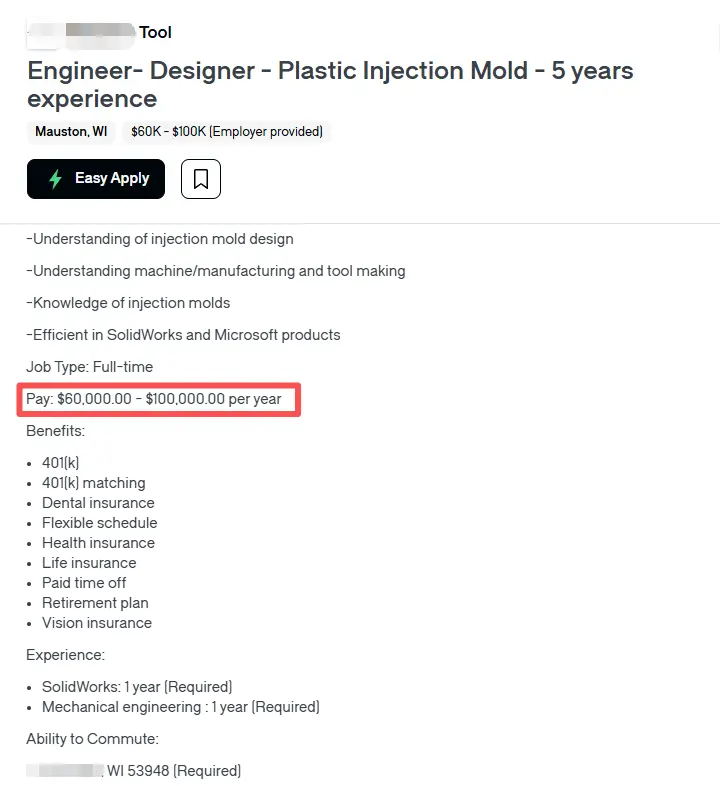
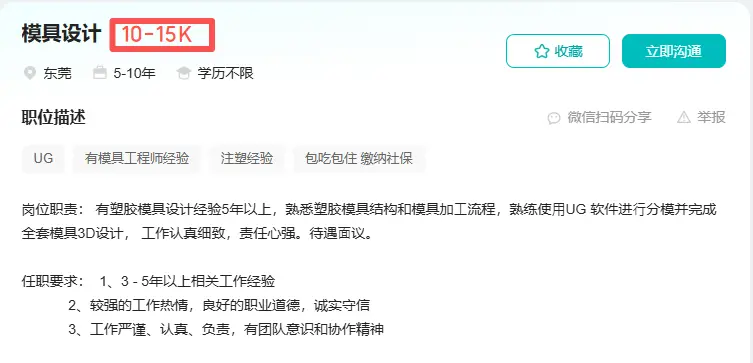
The two job listings above tell the story better than any chart could.
A Plastic Injection Mold Designer with 5 years of experience in the United States commands a salary of $60,000 to $100,000 per year and that figure doesn’t yet account for employer paid benefits: 401(k) matching, health insurance, dental, vision, life insurance, and paid time off. When those benefits are factored in, the true cost to the employer is significantly higher than the base salary alone.
In China, the equivalent role, same title, same 5 year experience requirement, same mold design scope is listed at ¥10,000 to ¥15,000 per month. At current exchange rates, that translates to roughly $1,400 to $2,100 per month, or approximately $16,800 to $25,200 per year.This is not a small gap. That is a 4x to 5x difference in annual labor cost for the same skilled role. And this is before we account for how labor costs translate into shop billing rates. In the US, machine shops typically bill at around $100 per hour, a rate that bundles the machinist’s wage, benefits, facility overhead, and equipment depreciation. In China’s low-cost manufacturing regions, that billed rate drops dramatically, which is why documented cases exist where fully finished Chinese molds were sold for less than the cost of the raw steel mold base alone in the US market.
For buyers, this gap has one immediate and obvious implication: the same mold, built to the same drawing, will cost significantly less in China than in the US at least on the initial invoice.But as we’ll explore in the next section, that invoice is rarely the final number.
Injection Mold Cost Calculator: US vs. China
Adjust the inputs below to estimate your tooling cost in each country based on your project’s work hours, labor rates, and material costs.
Inputs
Estimated Tooling Cost
🇺🇸 United States
$108,000
Labor + materials
🇨🇳 China
$20,000
Labor + materials
China cost as % of US cost
* This calculator covers direct labor and material costs only. It does not include shipping, import duties, rework risk, communication overhead, or mold trial costs — all of which affect your true total tooling cost.
The Hidden Costs of Cheap Tooling.
Rework and Modification Costs.
Low cost molds frequently arrive with dimensional errors or design shortcuts that require correction before production can begin. If the mold wasn’t built “steel safe,” local rework is your only option and local rework is billed at local rates. A single significant modification can cost more than the engineering analysis that would have prevented it in the first place.And if the mold needs to go back to an overseas supplier for correction? Factor in round-trip freight, customs clearance, weeks of lost production time, and the communication overhead of explaining a complex technical problem across a language barrier.
The Productivity Gap: Where the Real Money Is Lost.
The most expensive hidden cost of a cheap mold isn’t found in the tool room, it’s found on the production floor, cycle after cycle, shift after shift.Cheap molds are frequently built with minimal or poorly designed cooling systems,The result is longer cycle times. Consider this real world scenario: a high quality mold runs a 12 second cycle. A cheaper alternative, due to inadequate heat dissipation, requires 60 seconds. At a machine rate of $25/hr, that difference translates to $0.08 per part vs. $0.42 per part in machine time alone.
Shipping and Import Costs:
An injection mold is not a small parcel. A typical mid size tool weighs anywhere from 150kg to over 500kg or more and getting it from a factory in Shenzhen or Dongguan to a production facility in the United States carries a logistics and regulatory cost that first time importers consistently underestimate.
The Freight Bill.
Sea freight is the economical option, but it comes with lead time. Door to door transit from southern China to a US port typically runs 4 to 6 weeks,that’s before customs clearance. For a product launch with a fixed deadline, that timeline alone can be a serious problem.Air freight solves the speed issue, but at a steep price. Shipping a 200kg mold by air from China to the US can cost anywhere from $1,500 to $4,000 or more, depending on the carrier, route, and fuel surcharges at the time of shipment. For a mold you sourced specifically because it was $3,000 cheaper than a domestic alternative, that single freight invoice can erase the entire cost advantage before the tool even reaches your shop floor.
The Tariff Bill.
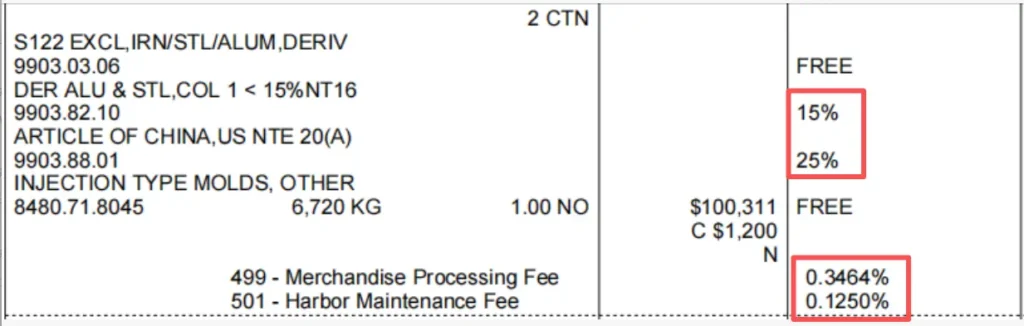
Freight is just the start. That customs document shows exactly what importing a mold from China looks like in 2026: 15% plus 25% in Section 301 tariffs, stacked on top of each other, adding up to 40% before the mold even leaves the port.
A mold quoted at $15,000 ex-works doesn’t land at $15,000. Add the 40% tariff, the 0.3464% merchandise processing fee, and the 0.125% harbor maintenance fee, and you’re already past $21,000 and that’s before freight, insurance, or any customs complications.
The 40% rate is lower than what applies to many other Chinese goods right now. But on a $15,000 mold, it’s still $6,000 you’re paying before a single part gets made.
The Best Practice:
never evaluate a Chinese mold quote on factory price alone. Always calculate the full landed cost.tariff, freight, broker fees, and inland logistics.before making a sourcing decision. The factory price is just the starting point. The landed cost is the number that actually hits your bottom line.
When Does It Actually Make Sense To Source From China?
After everything we’ve covered:the productivity gaps, the hidden rework costs, the freight bills and tariffs.it would be easy to conclude that sourcing tooling from China is never the right call. That conclusion would be wrong.The decision comes down to three variables: initial capital investment, labor intensity, and part complexity. The right answer looks completely different depending on where your project sits on each of those three dimensions.
Here’s when the math works in China’s favor.
When Tooling Costs Dominate Your Budget.
For low volume specialty parts, the mold itself often represents the largest single cost in the entire project. When capital is the constraint, China’s labor rate advantage is at its most powerful.
For High-Volume, Price-Sensitive Commodity Products:
When you’re running millions of cycles on a geometrically simple part where resin cost dominates and manual labor is involved in secondary operations.degating, painting, assembly.China’s advantages stack up quickly. US labor burden on secondary operations can run 14 times higher than China’s equivalent cost. Add China’s unmatched capacity for large scale production runs and its deep ecosystem of supporting suppliers, and for true commodity manufacturing, the case for domestic sourcing weakens considerably.
When Part Geometry Is Simple and “Fit for Purpose”
The US, Germany, and Japan lead the world in high precision, high complexity tooling. But not every part needs that level of engineering. For straightforward geometry with standard tolerances and no mission critical application,non-medical, non-aerospace, non structural.Just a competent Chinese mold shop can produce a perfectly functional tool The key word is “fit for purpose.” If a simpler tool genuinely meets your requirements, paying for complexity you don’t need is waste, not quality.
When Capital Is Constrained and Market Validation Comes First.
For companies in startup phase or testing a new product with uncertain demand, minimizing NRE (Non-Recurring Engineering) expense is a priority. If a product fails to find market fit, a $20,000 Chinese mold represents a much smaller sunk cost than a $75,000 US made tool. China lets you get to market faster and cheaper which matters most when you’re not yet sure the market exists.
When It Does NOT Make Sense:
Highly automated production:
In lights out or near lights out molding facilities, direct labor drops to as low as 3% to 9% of total part cost. At that level, China’s labor advantage is effectively neutralized and domestic production wins on logistics and supply chain simplicity alone.
Just-in-time requirements:
If your operation requires parts within 24 hours of manufacture to minimize inventory, the distance, lead time, and communication complexity of a Chinese supply chain creates unacceptable risk regardless of the price difference.
When IP Protection Is A Priority:
If your part geometry, surface finish, or assembly mechanism is proprietary, overseas tooling introduces an IP risk that doesn’t show up in any cost comparison — one worth weighing alongside the price difference.
Download the Free 2026 Sourcing Decision Scorecard Below:
You’ve seen the data. You know the cost gaps are real,but you also know the answer isn’t the same for every project.The right sourcing decision depends on your specific part, your volume, your timeline, and your risk tolerance. That’s exactly what this scorecard is built for.In under 5 minutes, you’ll answer 8 straightforward questions about your project and walk away with a clear, data backed recommendation: US, China, or a hybrid strategy ,based on your numbers, not a generic rule of thumb.
- 8 decision criteria covering cost, complexity, lead time, IP risk, and compliance
- A simple scoring system that weights each factor correctly
- Three outcome tiers with specific sourcing guidance for each
- 2026 tariff and landed cost considerations built in
Injection Mold Sourcing
Decision Scorecard 2026
Answer 8 questions and get a data-backed recommendation: US or China — for your specific project.
🔒 No spam. Your email is only used to send you the scorecard.