Understanding injection mold cost goes far beyond what onlineestimators can tell you , real savings come from smarter design, material, and tooling decisions.
Using an Injection Mold Tooling Cost Estimator: What the Numbers Don’t Tell You.

Online cost estimators are great for a quick guess. You plug in your part size, pick a plastic, and you have a price. It feels easy, right? But in the real world of manufacturing, those clean numbers are often missing the big picture. If you build your entire budget on a website’s “instant quote,” you might be in for a surprise. Here is what the software isn’t telling you.
Simple Shapes vs. Smart Design
A computer sees a box as a box. It doesn’t know if your design will cause “sink marks” or if it’s hard to cool down. A cheap mold that takes 40 seconds to make one part is more expensive in the long run than a slightly pricier mold that takes only 20 seconds. Time is money, but estimators rarely calculate “efficiency.”
The Stress on the Steel
Not all plastics are the same. Some “tough” materials (like those with glass fibers) act like sandpaper inside the mold. An estimator might suggest a cheap metal, but that metal might wear out halfway through your project. Fixing a broken mold costs way more than buying the right steel the first time.
The “Perfect” Trap
Estimators assume everything goes perfectly. They don’t account for the “human” side:
The Help You Need: Who helps you if the plastic doesn’t fill the mold correctly?
Fixes: What if you need to change the design slightly next month?
Shipping: Hidden fees for crates, duty, or fast airfreight.
Precision Costs Extra
If your parts need to fit together perfectly (tight tolerances), the price doesn’t just go up a little, it jumps. High precision requires slower machines and more testing. Most basic calculators just don’t see that coming.
What are SPI Mold Classes? Understanding the Industry Standard for Tooling
The Society of the Plastics Industry (SPI) established these mold classifications to create a universal language of durability and reliability, ensuring that global trade in tooling is based on measurable engineering standards rather than vague definitions of “quality.” In my years managing mold exports in Dongguan, I’ve found that the primary role of SPI standards during the quoting stage is to protect the buyer from financial misclassification and “hidden” low-cost bids; without a specified class, a supplier might quote a Class 104 prototype build disguised as a Class 103 production tool to win on price, leading to catastrophic flash issues or frequent repairs later on. These standards act as a technical contract, where Group A (Class 101 & 102) represents high-precision machines for over one million cycles, requiring hardened steels like S136 or H13 with a Rockwell hardness exceeding 48 Rc and advanced cooling inserts to slash cycle times. To use these specifications effectively, a project manager must align their total part volume with the correct tier: for example, the “workhorse” Class 103 using 28 Rc P20 steel is ideal for mid-sized projects of 100k cycles, while an aluminum Class 104 mold is the smartest business move for a product launch with uncertain volumes. Ultimately, over-specifying a Class 101 for a 50k-part run wastes capital, while under-specifying for a million-part project will eventually cost the price of a second mold, making the SPI class the most critical standard to protect your long-term ROI
| Class | Cycles | Description | Mold base | Inserts | Other |
| 101 | >1,000,000 | Built for extremely high production. This is the highest-priced mold and is made with only the highest-quality materials. | Pre-hardened 28Rc steel Stainless steel plates | All hardened > 48Rc steel Cooled inserts | Guided ejection Wear plates on slides |
| 102 | <1,000,000 | Medium to high produc- tion mold, good for abrasive materials and/or parts requiring close tolerances. | 28Rc steel | Hardened steels Cooled inserts | Some guided components Some corrosion protection |
| 103 | <500,000 | Medium production mold. This is a very popular mold for low to medium production needs. | 8Rc steel | >28Rc steel | Guiding optional |
| 104 | < 100,000 | Low production mold. Used only for limited pro- duction preferably with non-abrasive materials. | Mild steel or Al | Mild steel or Al | None |
| 105 | <500 | Prototype only. This mold will be constructed in the least expensive manner possible to produce a very limited quantity of prototype parts. It may be constructed from cast metal or epoxy or any other material offering sufficient strength to pro- duce minimum prototype pieces. | Mild steel or Al | Mild steel or Al | None |
Balancing Tooling Costs vs. Production Efficiency: The Big Picture
When budgeting for a plastic project, it is a mistake to view mold fabrication costs and injection molding production costs as separate items. These two figures are deeply linked, and achieving the lowest “total cost per part” requires looking at the entire project lifecycle. For example, your mold definition,whether you use a family mold or a single cavity mold directly dictates the machine size and hourly rate required. While adding a hot runner system increases the initial mold price, it often pays for itself by eliminating material waste and reducing the molded part’s individual price. Because there are no runners to trim or regrind, you save on both raw material and secondary labor, making the high-investment tool much more economical over a long production run.
Beyond material savings, the most critical “hidden” driver in high-volume manufacturing is cycle time optimization. For projects requiring millions of units, reducing the cooling time by even a single second provides a massive financial advantage. Since injection molding machines are billed by the hour, faster cycles mean you produce more parts in the same amount of time, effectively lowering your machine rent per unit. This is why professional Class 101 molds utilize advanced cooling channels to pull heat away as quickly as possible. Ultimately, spending more on a high-performance mold isn’t just about buying better steel; it is a strategic investment in production speed and efficiency that significantly lowers your long-term manufacturing expenses.
How DFM (Design for Manufacturing) Can Lower Your Tooling Cost.
In modern manufacturing, Design for Manufacturing (DFM) is not merely a technical quality check; it is a high-leverage financial strategy. While the actual cost of design activities typically represents less than 5% of a product’s total budget, its influence on the final bottom-line cost is enormous. Research consistently shows that 70% to 80% of a product’s final manufacturing cost is determined during this initial design phase. By integrating stakeholders early and analyzing the moldability of a part before “hard steel” is cut, DFM ensures that your project remains profitable, predictable, and scalable. At QLUTION Mold, we always provide our clients with comprehensive DFM support during the early stages of every project. Our methodology is built on the following principles to ensure that your design is optimized for both cost and performance before manufacturing begins.
Prototype tooling typically costs only 10-30% of production tooling. Learn how Qlution Mold keeps your prototype costs low.“
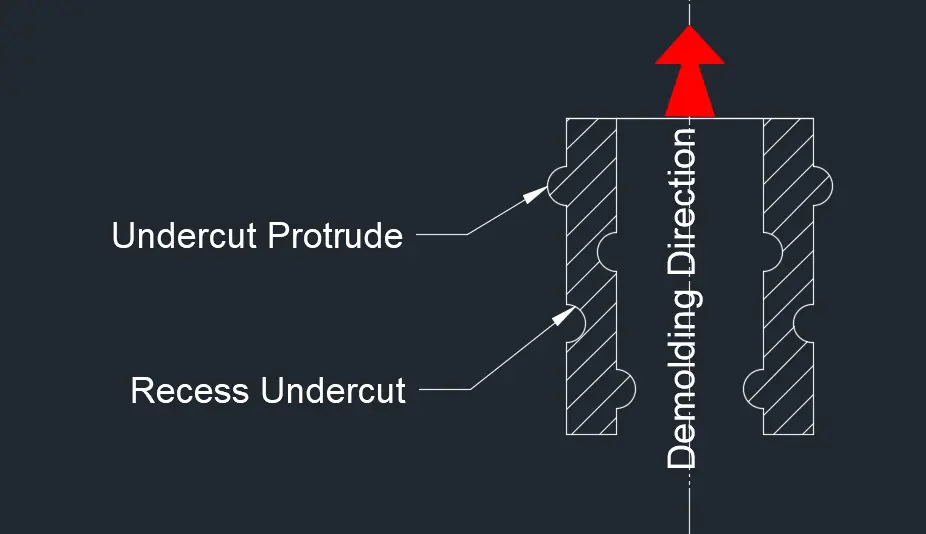
Eliminating Complex Mold Mechanisms
One of the fastest ways DFM reduces cost is by simplifying the mold’s mechanical movement. Features like undercuts or side windows often require “side-action” mechanisms, such as slides or lifters. These parts move perpendicularly to the mold opening and are expensive to design, machine, and maintain.
The Cost Impact: These complex mechanisms can add anywhere from 40% to 400% to the price of a standard “up-and-down” mold. They also increase the risk of mechanical failure and require more frequent maintenance.
The DFM Strategy: Designers can use “shut-offs” (also known as kiss-offs). By designing a hole or slot directly beneath an undercut feature, the mold steel can form the geometry using only simple open-and-shut movements. This results in a simpler, robust tool that is significantly cheaper to build.
Specifying Realistic Tolerances and Finishes.
In plastic design, “tighter” usually means “more expensive.” Many inexperienced designers apply extremely tight tolerances or high gloss finishes to parts that do not actually require them for their function.
The Cost Impact: Mold costs increase exponentially as tolerances get tighter. For example, achieving a 0.005 mm tolerance can cost three times more than a 0.03 mm tolerance. Similarly, an optical-grade mirror finish can double the mold price compared to a standard high-quality industrial finish.
The DFM Strategy: A proper DFM review ensures every dimension is “fit for purpose.” By relaxing tolerances on non-critical features, the mold maker can use more economical machining methods, such as high-speed milling instead of slow, expensive EDM (Electrical Discharge Machining).
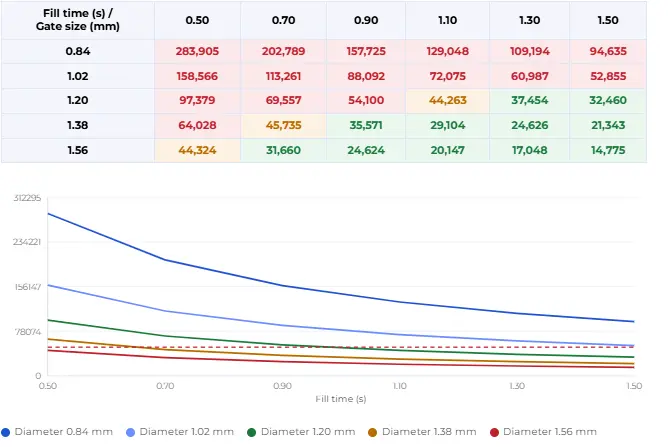
Optimizing Wall Thickness for Faster Cycles.
The most sophisticated mold design cannot lower production costs as effectively as a minor reduction in the part’s material mass. Uniform wall thickness is the “golden rule” of injection molding because it prevents defects like warpage and sink marks.
The Cost Impact: Cooling time accounts for roughly 80% of the total injection cycle. Thicker walls take much longer to cool. For instance, reducing a wall from 3.2 mm to 2.5 mm can drop the total part cost by approximately 18% because the cooling time drops from 18 seconds to 13 seconds.
The DFM Strategy: DFM focuses on “lightweighting” the part while maintaining strength through ribs. This reduces resin expenses, which often constitute 50% to 80% of the total part cost—and allows the machine to run faster, dramatically increasing the productivity of the entire work cell.
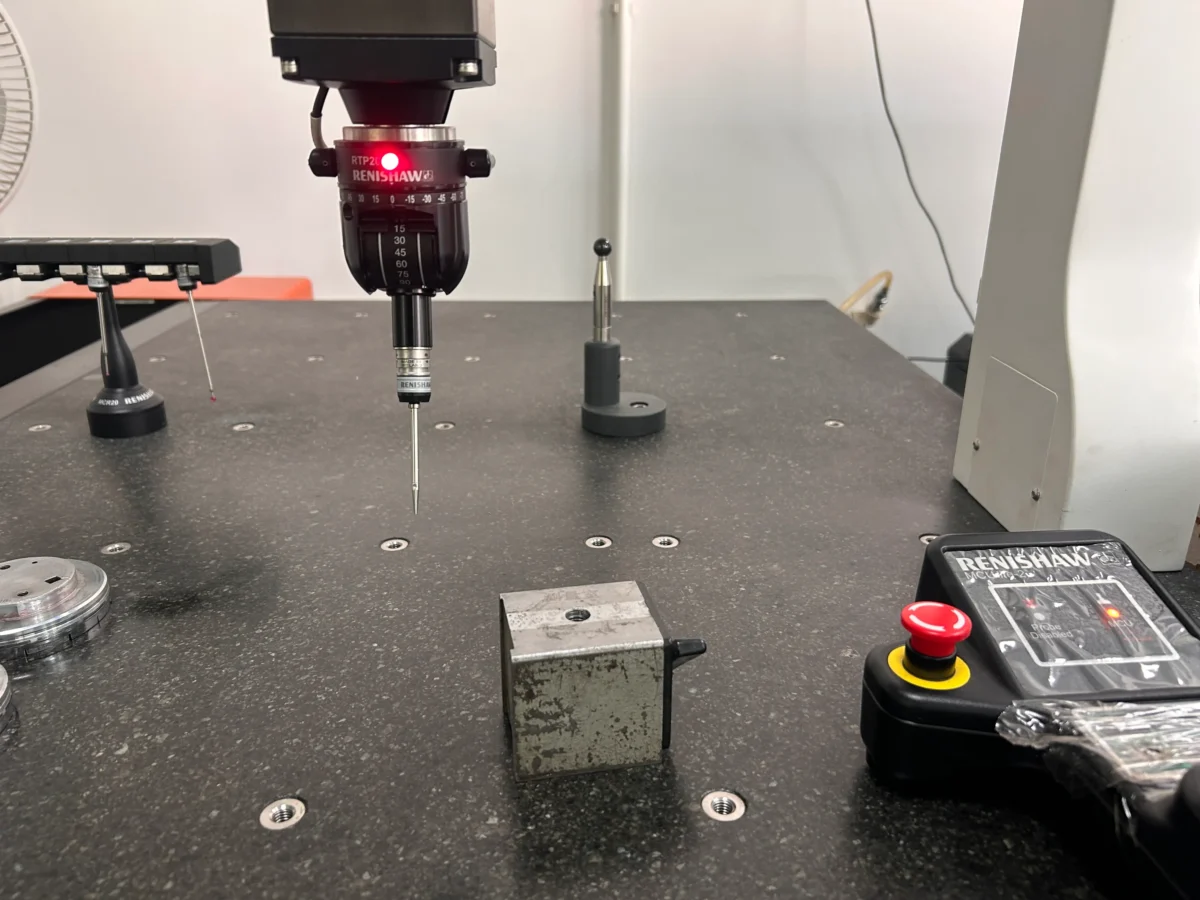
Reducing Rework through Virtual Simulation (CAE).
The cost of a design change increases dramatically once the mold steel has been machined. Utilizing Computer-Aided Engineering (CAE) and mold flow analysis during the DFM phase acts as a “virtual mold trial.”
The Cost Impact: Molders report that using analysis software can reduce the time required for mold “start-up” or debugging by a ratio of 10 to 1. In complex projects, early simulation has been documented to save customers millions of dollars by avoiding failed tools.
The DFM Strategy: DFM uses “steel-safe” design, where mold cavities are cut slightly undersized. This allows the toolmaker to remove small amounts of metal after the first trial to bring the part into tolerance. It is much cheaper to remove metal than to “add steel” back via expensive welding or remaking entire components. By identifying air traps and weld lines before production, you ensure the mold works “right the first time.”
In summary, DFM is not just about making a part that “can be made.” It is about making a part that can be made efficiently, repeatedly, and at the lowest possible cost. By prioritizing these four areas at the beginning of your journey with QLUTION Mold, you transition from traditional “cut and try” manufacturing to a data-driven process that secures your return on investment.
Comparing Global Quotes: China vs. Domestic (US/EU) Standards
When sourcing an injection mold, you will likely encounter a massive price gap. A quote from a local shop in the United States or Europe can be significantly higher than one from China. This leads many buyers to a difficult crossroad: do they prioritize the low initial purchase price of an overseas quote or the high-reliability “serviceability” of a domestic shop? Choosing between them requires looking at the Total Cost of Ownership. Domestic molds are often praised for their adherence to SPI standards and ease of repair, while traditional overseas quotes are attractive for their labor savings and rapid delivery times. The risk, however, lies in the “hidden costs”fitment issues, communication gaps, and the expensive rework required when a low-cost tool doesn’t meet Western machine specifications.
QLUTION Mold eliminates this dilemma by providing a “Local Manufacturing, Global Standards” model. We operate in the heart of China’s manufacturing hub, Dongguan, but we speak the technical language of US and European engineering. Unlike traditional overseas vendors who compete only on price, our advantage is rooted in Scientific Molding and strict adherence to SPI tooling classes. By using standard components and high-quality tool steels that are compatible with Western machinery, we ensure that our molds are as serviceable as those built in a domestic toolroom. We bridge the communication gap through expert DFM support and transparent project management, ensuring that “hard steel” is only cut once the design is perfectly optimized for your specific production environment.
Ultimately, the choice of a supplier is a strategic one. If your project demands the high-precision reliability of a Class 101 or 102 tool but your budget requires the efficiency of a global supply chain, you need a partner that understands both worlds. The goal is to avoid the “cut and try” cycle and move toward a data-driven manufacturing process that secures your ROI. By combining the speed and cost-effectiveness of China with the rigorous engineering standards of the West, you get a tool that performs reliably from the first shot to the millionth.