The “Low Ball” Trap: Why the Cheapest Quote Often Ends Up Being the Most Expensive.
Having spent 15 years bridging the gap between US engineering and Chinese manufacturing, I’ve seen that a quote 30% lower than the rest is rarely a “win”.it’s a ticking time bomb where the “savings” are simply deferred costs you’ll eventually pay back with interest. In my experience, these low ball quotes are built on a “price first” mirage involving steel grade substitution (using local P20 instead of Assab 718H, leading to tool failure), cycle time gambles (quoting unrealistic speeds that result in warped parts or price hikes), and a total lack of QC buffers; ultimately, as someone who has represented US interests on the ground for a decade, I’ve learned that transparency beats a low price every time because if the math doesn’t add up, you aren’t saving money.you are just financing a future crisis.
Beyond the Line Items: What a Senior PM Looks for in a RFQ Response
When I open an RFQ response, I’m not just looking for a number; I’m looking for technical sincerity. After 15 years of managing US-China programs, I’ve learned that a “lump sum” quote is a giant red flag. A senior PM looks for granularity.if a supplier can’t break down the resin cost per gram, the cycle time per second, and the specific grade of Yudo hot runners they intend to use, it means they haven’t done the engineering homework. To me, the most critical part of an RFQ isn’t the price column,it’s the preliminary DFM (Design for Manufacturing) feedback attached to it. If a vendor quotes your project without asking about MOQ, critical tolerances, or gate locations, they aren’t planning to succeed; they are just planning to win the PO. I am looking for a supplier who challenges the design early to prevent sink marks or warping later. I also scrutinize the machine tonnage selection; quoting a high precision medical part on an oversized, aging 500 ton press tells me your “piece price” will be inflated by inefficiency. In this business, specificity is the currency of trust. If the quote lacks detail, the final product will lack quality.
The Cavitation vs. Piece Price Paradox
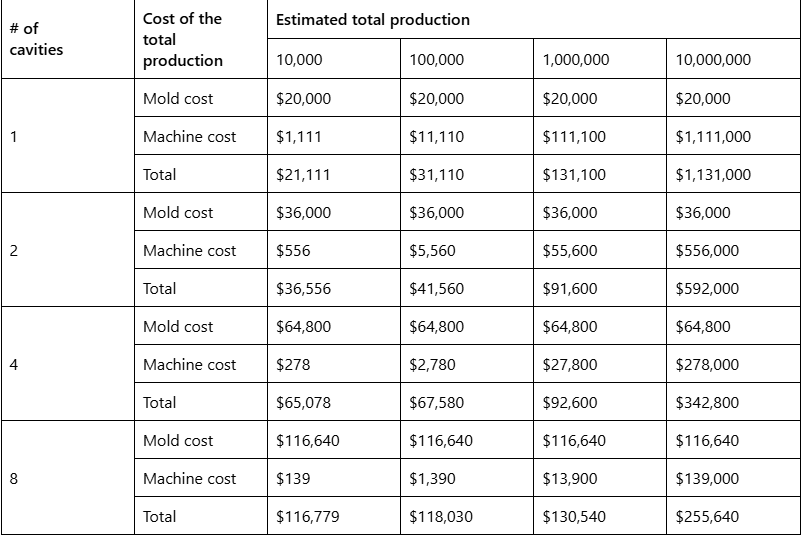
In my 15 years of managing China-based production, I’ve seen too many PMs try to save $10,000 on tooling by choosing a 2-cavity mold when their annual volume demands an 8-cavity build. Here is the math they miss: a 2-cavity mold might be cheaper upfront, but your labor, machine overhead, and electricity costs per part are effectively quadrupled. Conversely, if you over-engineer a 16-cavity mold for a low-volume product, your amortized tool cost will kill your margins before you even hit the break-even point. A senior PM looks for the “Sweet Spot”where the initial CAPEX (Tooling) aligns perfectly with the OPEX (Piece Price) over the product’s 3-year lifecycle.
| # of cavities | Cost of the total production | Estimated total production | |||
| 10,000 | 100,000 | 1,000,000 | 10,000,000 | ||
| 1 | Mold cost | $20,000 | $20,000 | $20,000 | $20,000 |
| Machine cost | $1,111 | $11,110 | $111,100 | $1,111,000 | |
| Total | $21,111 | $31,110 | $131,100 | $1,131,000 | |
| 2 | Mold cost | $36,000 | $36,000 | $36,000 | $36,000 |
| Machine cost | $556 | $5,560 | $55,600 | $556,000 | |
| Total | $36,556 | $41,560 | $91,600 | $592,000 | |
| 4 | Mold cost | $64,800 | $64,800 | $64,800 | $64,800 |
| Machine cost | $278 | $2,780 | $27,800 | $278,000 | |
| Total | $65,078 | $67,580 | $92,600 | $342,800 | |
| 8 | Mold cost | $116,640 | $116,640 | $116,640 | $116,640 |
| Machine cost | $139 | $1,390 | $13,900 | $139,000 | |
| Total | $116,779 | $118,030 | $130,540 | $255,640 | |
The “PC is not just PC” Material Trap
Material selection is where the most dangerous “hidden taxes” reside. I’ve seen quotes where a supplier simply lists “PC” to hit a target price. But there is a massive gulf between a $3/kg “No Name” Polycarbonate and a $7/kg medical grade Sabic Lexan. The cheap resin often comes with inconsistent MFI (Melt Flow Index), leading to high scrap rates and unpredictable shrinkage. If your quote doesn’t specify the exact brand and grade, you are essentially giving the supplier a license to swap in “Recycled/Regrind” material. On a 100,000 unit run, a $4/kg difference isn’t just a rounding error,it’s the difference between a profitable program and a quality-control nightmare that ends in a total recall.
Tired of Quotes That Don’t Add Up?
Most injection molding quotes look cheap,until the invoice and first article arrives. Send us your RFQ and we’ll send back a full cost breakdown within 24 hours. Free, no strings attached.
Get My Free Quote Breakdown →Tooling Complexity & Steel Grades:
From a Project Manager’s viewpoint, this issue of risk management is paramount: utilizing inferior steel on high-volume projects creates an unnecessary “maintenance tax,” where flash, dimensional drift, and costly downtime become inevitable results of its use leading to my standard advice for clients to either pay now for what they need or face repairs every day. This extends to tooling complexity, where components like sliders, lifters, and unscrewing mechanisms require intense engineering consideration; a cheap quote often neglects independent cooling for these moving parts, which can increase cycle times by 5-8 seconds as heat build-up erodes any initial tooling savings. I also scrutinize the Hot Runner brand, as “generic” is a term to avoid; for instance, using an unknown Chinese hot runner without a global support network means a simple burnt heater coil could stall a US assembly line for weeks, which is why I insist on global brands like Yudo, Husky, or Mold-Masters to ensure access to worldwide service. Finally, an experienced PM seeks “Insert-Based Construction” because while machining from single blocks may be cheaper upfront, modular inserts in high-wear or high-risk areas transform potential $5,000 mold plate refurbishments into simple $500 insert replacements when design tweaks or corner wear inevitably occur.
Quality Control & Testing Protocols
1. Scientific Molding Techniques:
Suppliers must utilize IQ/OQ/PQ protocols that build quality into their process, not manually inspect errors out of scrap bins.
2.Cpk Commitment of 1.33 or Greater.
Without this commitment on CTQ dimensions, you are gambling every time. with labor costs and SPC software costs on the line.
3.Gauge R&R Studies:
Measurement system alignment is non negotiable. Nothing ends a project faster than $50k worth of parts rejected in a US warehouse because the factory used different measurement methods than required by the client.
4. Full Traceability:
This administrative overhead must be covered in the quote. Without it, you are flying blind during any crisis that arises.
What a Good Mold Actually Looks Like
A good mold is not defined by its steel grade or its price tag. It is defined by one thing: the outcome it delivers.
When you receive a mold built to spec, delivered on schedule, and validated to protocol, you should be able to load it into your press, dial in the parameters we provide, and be running good parts within a day. Not a week of troubleshooting. Not three rounds of sample submissions. One day.
And then do it again tomorrow. And the day after. Consistently, efficiently, at volume.because that is what production actually demands.
Every item on the checklist above exists for this reason. Scientific Molding, Cpk commitments, Gauge R&R, traceability,none of it is bureaucracy. All of it is what stands between you and a mold that works once and fails quietly under pressure.
That is the standard we hold ourselves to. If you are sourcing a mold and need a supplier who can put this in writing,we can.
Send us your RFQ and we will respond with a quote that documents every commitment:spec, schedule, and process protocol. No surprises at incoming inspection.
Get a Quote That Puts It in Writing →SPI Mold Classification: The Structural Framework Behind Tooling Costs
In injection molding, a quote is only as reliable as the correlation between anticipated volume and mechanical endurance. All too often, procurement strategies fall short when a marginal upfront saving—like shaving $5,000$ off a bid prioritized over long-term structural integrity. To hedge against these risks, it is critical to align every quote with SPI (Society of the Plastics Industry) classifications. These aren’t just industry buzzwords; they represent a standardized framework that dictates exactly which steel grades and construction methods are required to survive a product’s projected lifecycle.
| SPI Class | Production Life (Cycles) | Mold Base & Cavity Requirements | Engineering Intent |
| Class 101 | 1,000,000+ | Hardened Tool Steel (48-52 HRC). Features guided ejection, wear plates, and optimized cooling. | High-Volume Automation. Built for 24/7 cycles with maximum uptime and minimal wear. |
| Class 102 | Up to 1,000,000 | Hardened Tool Steel. High-spec mold base with mandatory guided ejection. | High Volume. The industry benchmark for high-precision electronics and industrial parts. |
| Class 103 | Under 500,000 | Pre-hardened Steel (e.g., P20). Standard mold base; hardening is typically optional. | Medium Volume. The “sweet spot” for balancing CAPEX with operational durability. |
| Class 104 | Under 100,000 | Mild Steel or Aluminum. Cost-effective build with simplified cooling channels. | Limited Runs. Ideal for pilot programs or products with a short market window. |
| Class 105 | Under 500 | Cast metal or Epoxy. Basic cavity construction for initial trials. | Prototyping. Strictly for functional testing and aesthetic sign-off. |
Best Practices: Establishing a Standardized Audit Framework
One of the most critical best practices is moving beyond the “bottom-line price” to perform a Normalized Bid Comparison. When you receive three or four quotes, they are rarely “apples-to-apples.” A seasoned PM uses a standardized matrix to strip away the noise and reveal which supplier actually understands the technical requirements of the part.
| Evaluation Metric | Red Flag (High Risk) | Gold Standard (Best Practice) |
| Cycle Time Assumption | Quoting 15s for a part that needs 25s to cool. | Realistic cooling time based on wall thickness and water channel design. |
| Cavitation | High cavitation on a low tonnage, unstable machine. | Balanced cavitation optimized for consistent part weight and CPK. |
| Tooling Construction | Vague “P20” or “Local Steel” descriptions. | Explicitly stated SPI Class and certified Heat Treatment reports. |
| Hot Runner Brand | “In-house” or unknown local brands. | Tier 1 global brands (Husky, Synventive, etc.) with local US support. |
The “Middle Quote” Strategy:
In my experience, the lowest bid often hides a lack of technical depth, while the highest bid might be “priced to go away” because the shop is at capacity. The most reliable partner is usually found in the middle a supplier who provides a Detailed Cost Breakdown (CBD) and asks the most intelligent DFM (Design for Manufacturing) questions during the quoting phase.
Ready to Move Forward?
See Exactly Where Your Money Goes
Not ready to commit? That’s fine. Send us your part design and we’ll give you a transparent, line by line cost estimate: material, tooling, cycle time, and logistics. No sales calls, no pressure, just numbers.
Send My RFQ It’s Free →Conclusion
Ultimately, analyzing an injection molding quote is an exercise in de-risking your supply chain. As we’ve explored, the “lowest price” is often a mirage built on structural shortcuts,whether it’s sub-par steel grades, unrealistic cycle times, or a complete lack of quality protocols. A successful program requires a shift in mindset: stop viewing the mold as a one time expense and start seeing it as a long term production asset.