Learn what wire EDM is, how it works, key process factors, materials, advantages, and applications across precision manufacturing industries.
In industries where accuracy cannot be compromised, wire EDM has become one of the most trusted machining methods for producing extremely precise, intricate, and burr-free components. Unlike traditional cutting tools, it doesn’t rely on mechanical force. Instead, it uses controlled electrical discharges to remove material with remarkable accuracy, making it ideal for hardened metals, complex geometries, and tight-tolerance parts that conventional machining struggles to achieve.
From aerospace tooling to medical device manufacturing, it delivers unmatched consistency and detail, especially when working with materials that are difficult or impossible to cut using standard methods. With its ability to produce sharp corners, narrow slots, fine details, and smooth edges, the process has become a core manufacturing solution for engineers demanding precision in both prototypes and production parts.
What Is Wire EDM?
It’s a non-traditional custom manufacturing process that uses a thin, electrically charged wire to cut through conductive materials with exceptional accuracy. Instead of using mechanical force, the process relies on rapid electrical sparks that erode the material along a programmed path. Because there is no physical contact between the wire and the workpiece, there is no cutting pressure, no tool wear in the traditional sense, and almost no risk of part distortion.
This makes it ideal for producing delicate features, tight internal corners, fine contours, and complex shapes that conventional machining methods cannot achieve. The method is especially valuable for hardened steels, carbide, titanium, and other materials that are difficult to machine using standard cutting tools. Whether used for dies, molds, medical components, or precision tooling, it remains a go-to process for delivering accuracy, consistency, and exceptional detail.
How Wire EDM Works: Fundamentals of the Process
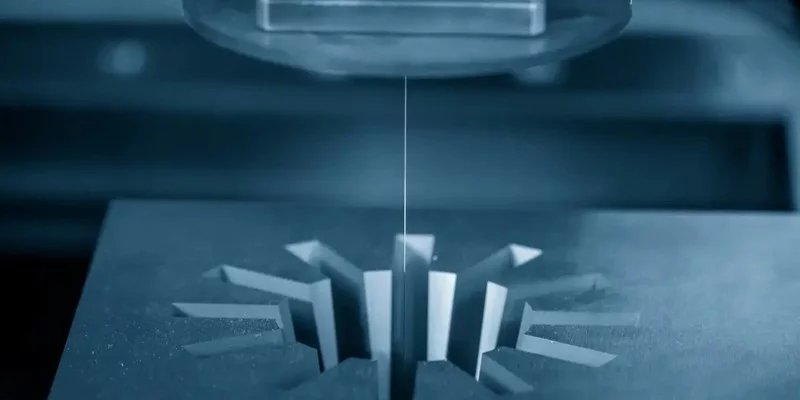
To understand the precision of EDM, you first need to understand the science behind electrical discharge machining. In this process, a thin wire, usually brass, zinc-coated brass, or molybdenum, acts as an electrode. When the wire approaches the conductive workpiece, controlled electrical pulses create thousands of microscopic sparks. These sparks generate intense localized heat, instantly vaporizing small amounts of material without ever touching the part. A dielectric fluid (typically deionized water) surrounds the cutting zone to cool the material, flush away debris, and regulate the electrical discharge.
Because no mechanical force is applied, the part remains stress-free and dimensionally stable throughout the cut. This is what allows us to achieve intricate details and extremely tight geometries, even on hardened metals. The entire mechanism is CNC-controlled, ensuring that the wire follows the programmed path with precision. This combination of spark erosion, fluid control, and automated motion is the foundation of how wire EDM works, enabling the creation of shapes that would be impossible with traditional machining tools.
Overview of the Wire EDM Machining Process
The machining process follows a controlled sequence that ensures accuracy, repeatability, and a clean final cut. It begins with preparing the workpiece, which must be electrically conductive. The part is mounted on the machine table, and the wire is threaded through a series of guides to maintain tension and alignment. A dielectric fluid bath surrounds the part, helping control the spark energy and wash away debris. Once the program is loaded, the CNC system guides the wire along the programmed path without ever touching the material. As thousands of electrical discharges occur per second, the wire erodes the surface with exceptional precision.
Depending on the required accuracy and finish, multiple passes may be used; the first pass removes most material, while secondary skims refine accuracy and improve the edge quality. After cutting, the machine flushes the part to remove any remaining particles, ensuring a clean and accurate finish. Because the process does not produce mechanical stress or cutting forces, the finished component maintains excellent dimensional stability, which makes wire EDM ideal for high-precision tooling and intricate molded components across various industries.
Cutting Speed, Tolerances & Surface Finish
When evaluating the performance, three technical factors define the quality and efficiency of the process: wire EDM cutting speed, EDM tolerances, and EDM surface finish. Each plays a critical role in determining how suitable the process is for a specific application.
Cutting Speed
It is not as fast as conventional machining because material is removed through spark erosion rather than mechanical force. However, modern machines deliver impressive wire Electrical Discharge Machining cutting speed by optimizing spark frequency, wire tension, and flushing pressure. Softer conductive metals cut more quickly, while harder materials like carbide or Inconel typically require slower feed rates to maintain accuracy.
Tolerances
One of the most valuable capabilities of EDM is its exceptional accuracy. Typical wire EDM tolerances range from ±0.005 mm to ±0.002 mm, with ultra-precision machines achieving even tighter results. Because the wire never touches the part, there’s virtually zero distortion, allowing manufacturers to produce intricate shapes, sharp corners, and fine details that traditional machining can’t reproduce.
Surface Finish
Surface quality depends on how many passes are used. A roughing pass removes most material, while multiple skim passes improve finish and accuracy. A refined wire EDM surface finish can achieve 4–8 µin Ra, ideal for tools, dies, medical components, and precision engineering applications. The lack of burrs or mechanical stress means the part often requires minimal post-processing.
Wire EDM Machine Parts & Suitable Materials
A complete understanding of wire Electrical Discharge Machining requires knowing the key components that make the system operate with such precision. Modern machines are built from several specialized wire EDM machine parts that maintain accuracy, tension, and spark control throughout the cutting cycle.
Essential Machine Parts Include
Below are some parts given. These work together to deliver stable, accurate machining, especially when working with complex geometries.
- Wire Spool & Feeding System: Holds and feeds the continuously moving wire electrode.
- Upper & Lower Wire Guides: Maintain alignment and stabilize the wire during cutting.
- Power Supply Unit: Controls spark frequency and discharge energy.
- Dielectric Tank & Pump System: Circulates deionized water to flush debris and regulate electrical conductivity.
- Servo-Controlled Table: Moves the workpiece along programmed CNC paths for accurate cutting.
- Tensioning System: Ensures proper wire tension to prevent breakage and maintain cut quality.
Suitable Materials for Wire EDM
Since EDM removes material through electrical discharge, only conductive materials can be processed. Fortunately, the technique is compatible with a wide range of wire EDM materials, including Tool steels (A2, D2, O1), Carbide, Titanium, Inconel and other superalloys, Stainless steel, Aluminum Copperer and brass, Heat-treated and hardened metals. It is especially valuable for machining hardened materials after heat treatment, something conventional cutting tools struggle with. This makes the process ideal for tooling, dies, aerospace components, and medical devices requiring extreme precision.
Advantages of Wire EDM & Comparison With Sinker EDM
It offers a range of benefits that make it one of the most reliable precision machining methods in modern manufacturing. One of the main advantages of wire Electrical Discharge Machining is its ability to cut extremely hard materials, such as tool steels, carbide, and titanium, without creating mechanical stress or distortion. Because the process relies on electrical discharges instead of physical contact, delicate features, thin sections, and complex geometries can be produced with exceptional dimensional stability. Another key advantage is accuracy. It achieves micro-level precision with tight tolerances, sharp internal corners, and burr-free edges, making it ideal for dies, molds, aerospace parts, medical components, and intricate tooling.
The process also allows for very fine detail because the wire can follow complex CNC paths that would be impossible for milling or turning tools. Additionally, multiple passes can improve accuracy and refine the wire EDM surface finish, often eliminating the need for secondary operations. It is also highly repeatable, making it perfect for high-value machining where every part must be identical. Since there is no cutting pressure, even fragile or thin-walled structures remain stable during machining. This combination of accuracy, versatility, and material capability sets EDM apart from many traditional machining techniques.
Wire EDM vs Sinker EDM
Although both EDM processes use electrical discharge to remove material, they function very differently. Wire Electrical Discharge Machining vs sinker EDM primarily comes down to cutting approach and application suitability. It uses a continuously fed wire to cut completely through a part, making it ideal for profiles, slots, punch dies, and complex 2D or 3D contours. It excels at cutting intricate shapes with tight tolerances, especially in hardened materials. Sinker EDM, on the other hand, uses a shaped graphite or copper electrode that erodes a cavity into the workpiece. In simple terms:
- Choose Wire EDM for cutting through parts, profiles, punches, and intricate contours.
- Choose Sinker EDM for deep cavities, molds, or shapes that require internal electrode-based erosion.
The wide-ranging wire EDM applications highlight the process’s versatility and reliability, especially where detail, material hardness, and accuracy are critical.
Conclusion
It is one of the most precise and versatile machining technologies available today, offering capabilities that traditional cutting methods simply cannot match. Whether you need intricate contours, tight tolerances, sharp internal corners, or distortion-free machining of hardened materials, wire EDM consistently delivers exceptional results. Its ability to cut complex shapes without applying mechanical force makes it ideal for industries where accuracy and edge quality are essential, from aerospace and medical devices to tooling and automotive manufacturing.
The process also excels when working with challenging alloys, producing clean cuts, stable geometries, and refined surfaces that require minimal finishing. When combined with modern CNC controls and advanced flushing systems, it becomes a powerful solution for both prototype development and high-performance production parts.