Medical Device Injection Molding plays a crucial role in the manufacturing of safe, reliable, and high-performing components. In the modern healthcare industry, these high-performance components are used in everything from syringes and surgical tools to implantable devices. Medical device injection molding is the best option for manufacturing medical-grade plastic parts under strict regulatory requirements because it provides remarkable precision, repeatability, and scalability.
The advantages of medical device injection molding, cleanroom specifications, FDA and ISO 13485 compliance, and important methods like insert molding and over molding are all covered in detail in this article.
1. What Is Medical Device Injection Molding?
Medical device injection molding is a specialized manufacturing process used to manufacture plastic components for medical and healthcare applications. This process involves injecting molten medical-grade polymers into a precisely engineered mold, where the material cools and solidifies into the desired shape.
This method is used to produce parts such as
- Syringes and catheters
- Surgical instruments and housings
- Diagnostic components
- Implantable parts
- Drug delivery devices
- Laboratory consumables (tubes, caps, microplates)
Medical injection molding is subject to strict standards for biocompatibility, sterility, and traceability, in contrast to conventional plastic molding. These guidelines guarantee that each component satisfies the performance and safety requirements of regulatory bodies and medical specialists.

Medical Injection Molding in a Clean Room
2. Cleanroom Injection Molding (ISO 14644)
Cleanroom injection molding (ISO 14644) settings are essential for preserving sterility and avoiding contamination. Cleanrooms are controlled manufacturing environments that keep parts free of contaminants by controlling temperature, humidity, and airborne particles.
Cleanrooms are categorized based on the quantity of particles per cubic meter, as per ISO 14644. Depending on how sensitive the product is, Class 7 or Class 8 cleanrooms are frequently utilized for medical molding.
Within a cleanroom:
- HEPA filters are used to filter the air.
- Employees use protective gear.
- Machines are made to be easily cleaned and to produce few particles.
This guarantees that every molded part satisfies the sterility and cleanliness standards, especially for parts used in disposable or implanted medical devices.
3. ISO 13485 Compliant Molding
The foundation of quality control in the production of medical devices is ISO 13485-compliant molding. The quality management system (QMS) standards for medical device design and manufacturing are outlined in this international standard.
A business that has earned ISO 13485 certification shows that it can reliably satisfy legal and customer criteria. This implies that in injection molding:
- Process control and validation that is documented
- Complete batch and material traceability
- Procedures for risk management
- Frequent audits and process enhancements
In addition to guaranteeing quality and consistency, ISO 13485 compliance boosts consumer trust and makes market access easier in regulated areas like the US and the EU.
4. FDA-Compliant Medical Molding
For goods supplied in the US, FDA-compliant medical molding is necessary in addition to ISO requirements. Under 21 CFR Part 820, commonly referred to as the Quality System Regulation (QSR), the U.S. Food and Drug Administration (FDA) control the production of medical devices.
FDA compliance for injection molders consists of:
- Using materials that are authorized and traceable
- Keeping up with validation reports and device master records
- Conducting routine quality assurance and documentation
- Making sure every stage of production can be audited
Every molded part is guaranteed to be safe, efficient, and appropriate for medical usage at this level of compliance.

5. Biocompatible Medical Plastics
In medical device injection molding, choosing the proper material is essential. The usage of biocompatible medical plastics is limited to those that have undergone irritation, sensitization, and toxicity testing. These substances are made to securely interact with human fluids and tissues without producing negative effects.
The following are common biocompatible medical plastics:
- Strong, clear, and resistant to sterilizing is polycarbonate (PC).
- PEEK, or polyetheretherketone, is perfect for high-performance devices and implants.
- For throwaway devices, polypropylene (PP) offers exceptional chemical resistance.
- Thermoplastic elastomers (TPEs) are materials that are flexible, soft, and safe for the skin.
Each material is selected based on its cost-effectiveness, sterilization, compatibility, and mechanical qualities.

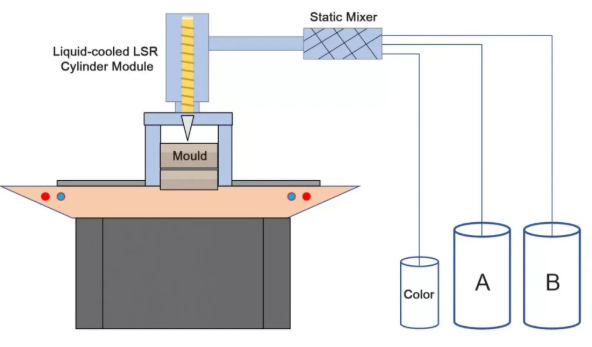
6. Liquid Silicone Rubber (LSR) Molding
In the medical manufacturing industry, liquid silicone rubber (LSR) molding is becoming more and more popular. LSR is perfect for soft-touch or implantable devices because of its exceptional flexibility, chemical resistance, and temperature stability.
LSR is frequently utilized in:
- Nipples from baby bottles
- Tips of catheters
- Valves and seals
- Masks for breathing
Liquid silicone is injected into a heated mold during the LSR molding process, where it quickly cures. As a result, long-lasting, biocompatible parts with superior dimensional stability and resistance to sterilizing techniques like autoclaving and gamma radiation are produced.
7. Thin-Wall Medical Molding
Thin-wall medical molding has become an essential competency due to the need for smaller, lighter, and disposable equipment. Using this method, objects with wall thicknesses as small as 0.2 mm can be molded without sacrificing functionality or robustness.
Medical thin-wall molding needs:
- High-accuracy molds
- High-speed, sophisticated injection machines
- Professional process control to avoid partial filling or warping
Syringe barrels, microfluidic devices, and diagnostic cartridges are examples of applications that call for exacting precision and reliable component quality.

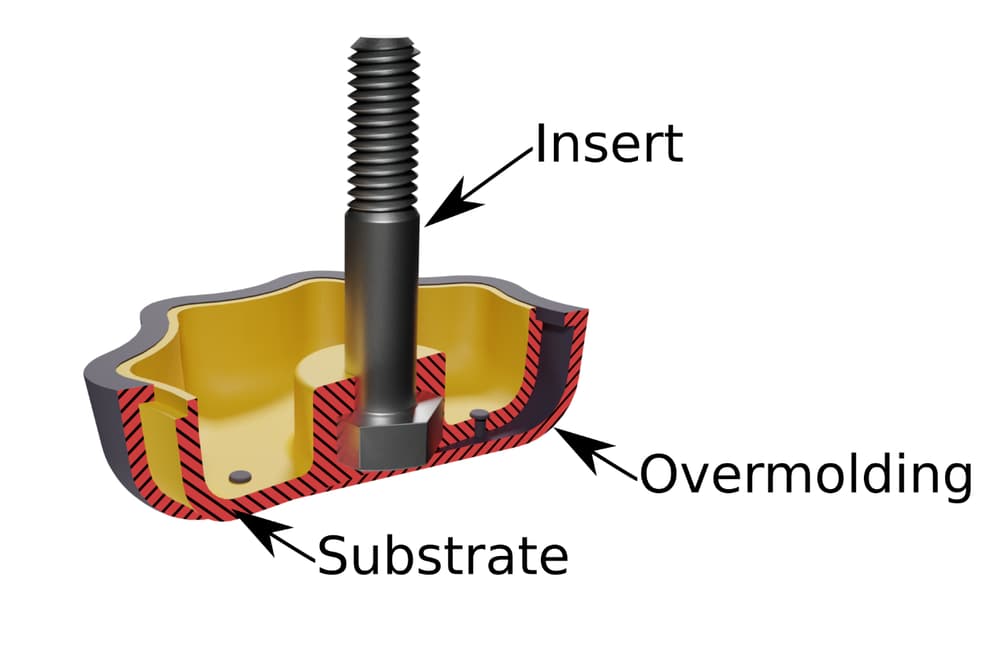
8. Insert Molding for Medical Devices
Medical device insert molding creates hybrid items with improved functionality by combining plastic materials with metal or pre-molded components. This procedure is employed for:
- Hubs for needles
- Diagnostic devices’ electrical connectors
- Metal-inserted surgical instruments
Better alignment accuracy, fewer assembly stages, and increased strength are among the advantages of this process. The design flexibility of intricate medical assemblies is further improved by insert molding.
9. Overmolding Medical Components
A layer of soft or flexible material is molded over a stiff surface in the process of overmolding medical components. It enhances performance, ergonomics, and appearance; it is frequently utilized for handles, grips, or shock-absorbing medical equipment.
For example:
- For a comfortable grip, a surgical instrument handle may include a solid plastic core overmolded with TPE.
- Several materials may be combined in a catheter hub to increase strength and sealing.
Overmolding is a cleaner and more effective production technique since it increases chemical resistance and decreases the need for adhesives.
10. Sterilization-Resistant Materials
Every medical device needs to be resistant to sterilizing techniques like gamma irradiation, steam autoclaving, and ethylene oxide (EtO). Sterilization-resistant materials are therefore crucial for the injection molding of medical devices.
Among the most trustworthy materials are:
- Polypropylene (PP): Resistant to gamma and EtO sterilizing
- PEEK: Resistant to high-temperature autoclaving
- After several sterilization cycles, silicone and LSR maintain their elasticity.
The device will retain its mechanical and cosmetic integrity for the duration of its life if the proper sterilization-resistant plastic is chosen.
Conclusion
A key component of modern healthcare manufacturing is the field of medical device injection molding. Every stage is intended to guarantee safety, accuracy, and quality, from cleanroom injection molding (ISO 14644) settings to ISO 13485 and FDA -compliant procedures.
Manufacturers may create novel, dependable, and reasonably priced medical components that enhance patient outcomes globally by utilizing biocompatible medical plastics and cutting-edge processes, including LSR molding, thin-wall medical molding, insert molding, and overmolding.
Automation, real-time monitoring, and sustainable materials will continue to revolutionize medical molding as technology develops, guaranteeing that each product satisfies the highest performance and patient safety criteria.
Frequently Asked Questions:
1. What are the most common injection molding defects?
Common injection molding defects include sink marks, flash, short shots, burn marks, flow lines, weld lines, bubbles, voids, warpage, and discoloration. These issues usually stem from poor mold design, incorrect processing parameters, or material problems.
2. What causes sink marks in molded parts?
Sink marks occur when thicker areas cool unevenly, causing inward surface depressions. Insufficient holding pressure, inadequate cooling, and poor wall-thickness design are the main causes.
3. Why do flash defects appear on injection molded parts?
Flash happens when molten plastic escapes through the mold’s parting line due to low clamping force, worn tooling, high injection pressure, or poor mold alignment.
4. What causes short shots in injection molding?
Short shots occur when the cavity is not filled completely. This is often due to improper venting, low melt temperature, insufficient injection pressure, or restricted gate/runner flow.
5. What leads to burn marks in injection molding?
Burn marks are caused by trapped air that overheats and burns the plastic. Poor mold venting, fast injection speed, high melt temperature, or blocked flow paths are common causes.