Insert molding has become one of the most important manufacturing techniques in modern product design, especially across industries that demand durable, lightweight, and high-precision components. By combining a pre-formed insert, typically a metal, threaded, plastic, or electrical component, with injected thermoplastic, insert molding allows manufacturers to create strong, integrated, multi-material parts without secondary assembly. This process eliminates screws, adhesives, welding steps, or manual fastening, reducing assembly cost and improving part strength and reliability. Whether it’s a brass threaded insert inside an automotive bracket, an electrical terminal embedded in a medical device housing, or a reinforced boss inside a consumer electronics enclosure, this molding helps engineers design products that are smaller, stronger, and easier to manufacture at scale.
The growing adoption of it comes from its ability to improve product performance while reducing production complexity. The method delivers excellent mechanical bonding between metal inserts and thermoplastic resins, ensuring long-term durability even under vibration, mechanical load, or thermal cycling. This molding also supports high-volume production, low-volume prototypes, and specialized applications that require tight tolerances or unique material pairings like nylon-glass, ABS, PC, TPU, or high-temperature materials such as PEEK.

What Is Insert Molding?
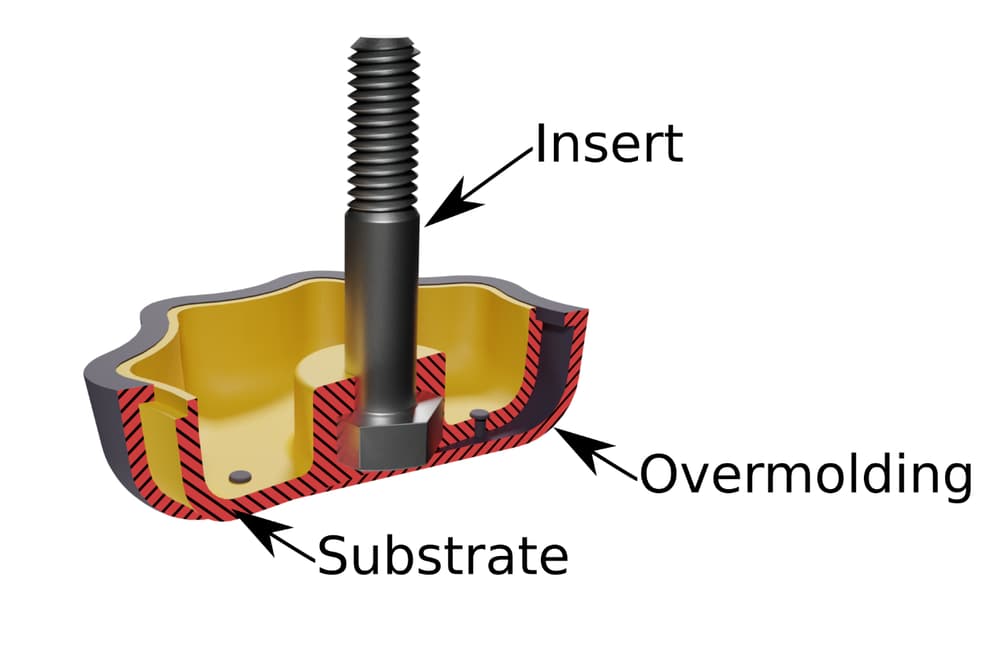
Insert molding is an injection molding process in which a pre-manufactured component, called an insert, is placed into a mold cavity, and molten thermoplastic is injected around it to form a single, fully integrated part. These inserts are commonly made of metal, such as brass, stainless steel, or aluminum, but they can also be plastic inserts, threaded inserts, electrical contacts, or specialty components that require structural reinforcement or electrical connectivity. Unlike traditional injection molding, where the part is molded as a single-material component, it combines multiple materials to improve function, durability, and design efficiency.
During the molding process, the molten thermoplastic flows around the insert and mechanically locks it into place through controlled bonding, undercuts, knurling features, or structural interference. This creates a strong, permanent assembly that eliminates the need for post-molding operations like welding, fasteners, adhesives, or manual assembly steps. The result is a high-strength, precision-engineered component with improved performance characteristics. This molding is widely used in industries that require reliable embedded features such as threaded holes, electrical terminals, mounting points, and wear-resistant surfaces.

How does the it Process Work?
The molding process integrates a pre-formed insert into a molded plastic component through a controlled injection molding cycle. Although it resembles standard injection molding, this molding includes additional steps to ensure precise insert positioning, material compatibility, and strong mechanical bonding.
Step 1: Source and Prepare the Insert
Before molding begins, inserts must be sourced, inspected, and prepared for molding. Whether the insert is a threaded brass insert, stainless steel pin, plastic component, or electrical terminal, manufacturers check dimensional tolerances, surface cleanliness, and material compatibility.
Inserts may be cleaned to remove oil or oxidation, and in some cases, preheated to reduce thermal shock and improve bonding between metal and thermoplastic. Proper preparation ensures the insert seats correctly and forms a strong molecular and mechanical bond during injection.
Step 2: Place the Insert
Insert placement is a critical step in ensuring accurate part geometry and preventing shifting during injection. There are two primary methods:
- Manual insertion: Ideal for low-volume insert molding, prototypes, or complex inserts requiring careful handling. Operators place inserts into the mold cavity using fixtures or alignment pins.
- Automated insertion: Used for high-volume production, where robotic systems position inserts consistently, reducing labor cost and improving cycle time.
In both methods, the mold is designed with features such as pockets, magnetic beds, or pins to hold the insert securely in place before the molten plastic flows around it.
Step 3: Inject the Molten Thermoplastic
Once the insert is positioned, molten thermoplastic materials like Nylon (PA), ABS, PC, PP, TPU, or high-performance resins such as PEEK are injected into the mold cavity under pressure. Flow characteristics are carefully controlled to avoid displacing the insert and to ensure complete coverage around all contact surfaces. Resin selection plays a key role here; engineers consider shrink rate, melt temperature, chemical compatibility, and mechanical bonding with the insert material.
The injected plastic encapsulates the insert and forms the structural body of the final part.
Step 4: Cooling and Solidification
The part cools inside the mold as the thermoplastic transitions from molten to solid. Controlled cooling is essential to:
- prevent warpage,
- reduce internal stresses,
- minimize shrinkage around metal inserts,
- and maintain dimensional accuracy.
Because metal inserts cool at a different rate than the surrounding thermoplastic, engineers often optimize gating, cooling channel layouts, and cycle times to achieve consistent results.
Step 5: Part Ejection & Post-Molding Operations
After the component has fully solidified, the mold opens, and ejector pins gently release the part. Depending on the design, additional steps may include:
- Removing sprues and runners
- Trimming gate marks
- Inspecting insert alignment and bonding
- Adding secondary finishing operations if needed
The final result is a fully integrated part with a secure mechanical bond between the insert and injection-molded structure.

Common Insert Types Used in Injection Molding
Insert molding supports a wide range of insert types, allowing manufacturers to combine thermoplastics with structural, mechanical, or electrical components in a single integrated part. The choice of insert depends on performance requirements such as strength, wear resistance, electrical conductivity, or attachment features. Each insert type plays a distinct role in enhancing the overall functionality and durability of the molded component. Below are the most commonly used insert categories.
Metal Inserts
Metal inserts are the most widely used, especially in applications that require high mechanical strength or reliable threaded connections. Common materials include brass, stainless steel, aluminum, and steel alloys, selected based on corrosion resistance, tensile strength, and thermal stability. Metal inserts are used for:
- Threaded fasteners
- Load-bearing mounting points
- Bushings and pins
- Reinforcement structures
Their knurled, undercut, or ribbed surfaces help create strong mechanical locking when overmolded with thermoplastics, preventing pull-out or rotation.
Threaded Inserts
Threaded inserts are designed to provide durable screw threads within plastic housings. These are commonly used in automotive interior components, medical housings, consumer electronics, and industrial equipment, where repeated assembly and disassembly would damage plastic threads. Variants include:
- Heat-set threaded inserts
- Molded-in threaded inserts
- Ultrasonic inserts
Their geometry ensures longevity under torque, vibration, and stress.
Plastic Inserts
Plastic inserts are used when weight reduction, electrical insulation, or cost efficiency is required. They can be molded from engineered plastics such as Nylon, PBT, PC/ABS, or reinforced polymers. Plastic inserts are ideal for parts that require feature integration without the need for metal reinforcement, including hinges, clips, snap-fits, and internal alignment structures.
Electrical Inserts & Contacts
Electrical inserts include terminals, connectors, bus bars, blades, and conductive pins used in medical devices, automotive electronics, consumer electronics, and aerospace systems. These inserts require:
- High-precision placement
- Tight tolerances
- Excellent bonding with thermoplastics
- Heat-resistant materials
It is especially popular for producing USB housings, connectors, switches, and sensor casings where electrical and structural components must be seamlessly integrated.
Custom & Specialty Inserts
Depending on the project, custom-machined inserts may include ceramic pins, magnets, overmolded sensors, reinforcing plates, and multi-material subcomponents. These inserts enable advanced functionality without secondary assembly steps and support high-performance industrial applications.
Materials:
Material selection is one of the most critical factors in the success of insert molding. Because the process combines two different materials, typically a metal insert and a thermoplastic resin, engineers must ensure proper compatibility, shrinkage control, bonding strength, and long-term performance under mechanical or environmental stress. Insert molding materials fall into two main categories: the materials used for inserts, and the thermoplastics injected around them. Each plays a distinct role in the structural integrity and functional behavior of the final component.
Thermoplastic Materials for Insert Molding
Thermoplastics are the most widely used materials because of their moldability, predictable flow behavior, dimensional stability, and ability to bond securely with inserts. Common resins include:
Nylon (PA, PA6, PA66, Glass-Filled Nylon)
Nylon is one of the most common materials for thermoplastic insert molding. Its excellent toughness, fatigue resistance, and ability to withstand repeated stress make it ideal for automotive, industrial, and mechanical parts.
ABS (Acrylonitrile Butadiene Styrene)
ABS offers good moldability, impact resistance, and low shrinkage. It is widely used in consumer electronics housings, automotive interior trims, and medical device components.
Polycarbonate (PC)
PC is chosen for high-strength applications requiring clarity, dimensional accuracy, and good thermal stability.
Polypropylene (PP)
PP is cost-effective, chemically resistant, and lightweight. It is suitable for low-stress components, consumer products, and industrial housings.
PEEK (Polyether Ether Ketone)
For high-performance applications, such as medical devices, aerospace parts, and critical automotive sensors, PEEK offers exceptional heat resistance, chemical resistance, and mechanical performance.
TPU and TPE (Elastomers)
Used when flexibility, vibration damping, or soft-touch surfaces are required. These materials bond well to metal inserts and are found in grips, seals, handles, and medical components.

Metal Materials for Inserts
Metal inserts are commonly used when parts require strength, durability, threaded fasteners, or electrical functionality. Common choices include:
- Brass
- Stainless Steel
- Aluminum
- Carbon Steel / Plated Steel
Why Material Compatibility Matters?
The thermoplastic must bond tightly to the insert without causing:
- Excessive shrinkage
- Insert movement during injection
- Warpage around high-mass metal inserts
- Stress cracking due to incompatible polymer–metal interfaces
Engineers consider thermal expansion, melt temperature, fill rates, resin viscosity, and post-molding stress when pairing materials. Failure to choose the right combination can lead to poor adhesion, dimensional instability, or part failure during use.
Advantages and Disadvantages
| Advantages | Disadvantages |
| Reduced Assembly Costs | Higher Tooling Complexity |
| Stronger Mechanical Bond | Longer Cycle Times |
| Improved Product Reliability | Insert Shifting Risk |
| Weight & Size Reduction | Higher Initial Cost |
| Greater Design Flexibility | Material Compatibility Challenges |
| Enhanced Aesthetic & Functional Integration | More Complex Quality Control |
Overmolding vs Insert Molding:
Overmolding and insert molding are two closely related but fundamentally different injection molding techniques, each serving unique design and manufacturing needs. Both processes combine multiple materials into a single part, but they do so in different ways. Insert molding involves placing a pre-formed insert, typically metal, threaded, or electrical, into a mold cavity before thermoplastic is injected around it.
Overmolding, on the other hand, involves molding one material over an already-molded plastic substrate. It is often used to add soft-touch surfaces, improve grip, create seals or vibration-damping layers, and enhance ergonomics. From a manufacturing perspective, insert molding is best for applications needing strong mechanical reinforcement, electrical integration, or threaded metal features, particularly in automotive, medical, and industrial equipment. Overmolding excels in aesthetic, comfort, sealing, and multi-material functionality, making it ideal for handheld devices and consumer products.
In summary:
- Insert molding = plastic over metal or structural inserts
- Overmolding = plastic over plastic (or elastomer over plastic)
Each method solves different engineering challenges, and selecting the right one depends on performance requirements, part function, cost targets, and production volume.
Applications:
Insert molding is widely used across industries that require strong, reliable, and compact multi-material components. By combining thermoplastics with metal inserts, threaded features, or electrical contacts, manufacturers can create parts that perform better, last longer, and cost less to assemble. This integration technique enhances structural strength, supports miniaturization, and reduces assembly steps, making it ideal for high-performance sectors such as automotive, medical devices, aerospace, consumer electronics, and industrial machinery. Here are the most common and impactful applications:
Automotive Components
Consumer Electronics
Medical Devices
Industrial & Mechanical Equipment
Aerospace & Defense
Conclusion:
Insert molding has evolved into a core manufacturing technique for industries that demand compact, durable, and high-performance components. By integrating metal, plastic, or electrical inserts directly into the molding process, engineers can eliminate secondary assembly steps, reduce part weight, enhance structural reliability, and streamline production across both low-volume prototypes and high-volume manufacturing. The process supports a wide range of materials, from engineered thermoplastics like Nylon, ABS, PC, and PEEK to specialty metal inserts such as brass, stainless steel, and aluminum, making it adaptable to the mechanical, chemical, and environmental demands of modern product design.
When executed with proper design considerations, such as controlling shrinkage, optimizing insert geometry, ensuring material compatibility, and maintaining tight placement tolerances, it delivers a level of integration that traditional assembly methods cannot match. Its widespread adoption in automotive, medical devices, aerospace, consumer electronics, and industrial equipment demonstrates the value of creating stronger, lighter, and more efficient components with minimal assembly intervention. Whether you’re reinforcing a mounting point, embedding threaded features, integrating electrical terminals, or consolidating multiple components into a single molded structure, it offers a versatile and highly reliable solution.