In modern product development, manufacturers are under pressure to deliver parts that are stronger, safer, lighter, and more comfortable to use, all without increasing production cost. That’s exactly where overmolding and insert molding come into play. These two engineering processes allow designers to combine multiple materials into a single, unified part, improving performance while reducing assembly steps and long-term failure points. From hand tools and consumer electronics to automotive connectors and medical devices, these techniques enable better grip, improved sealing, electrical insulation, and enhanced durability.
Companies choose them when they need a functional upgrade without redesigning the entire product. This guide breaks down how this molding works, how it differs from insert molding, and what engineers should consider when choosing the right process. Whether you’re developing a new prototype or scaling into mass production, understanding these methods early can significantly improve both cost and manufacturability.
What Is Overmolding?
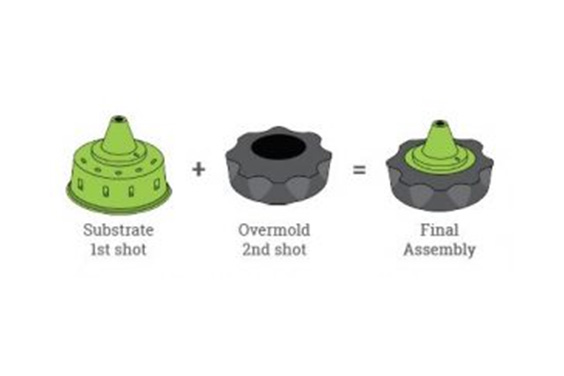
It is a specialized manufacturing overmolding process where one material is molded directly over another substrate to create a single, multi-material component. Engineers use it to add grip, sealing, insulation, or protection without relying on screws, adhesives, or secondary assembly steps. This process begins with a base part, often plastic or metal, placed into a mold cavity. A second material, typically a softer polymer such as TPE, TPU, or silicone, is then injected over the substrate to form a strong mechanical or chemical bond.
This layered structure improves tactile feel, impact resistance, and environmental protection. You’ll see overmolded components everywhere: power tool handles with soft-touch grips, USB cables with reinforced strain relief, medical device housings, and consumer electronics designed for comfort or water resistance. The ability to merge functional and aesthetic benefits makes molding a preferred choice for manufacturers seeking higher product performance without added complexity.
Insert Molding vs Overmolding: Understanding the Difference
| Factor | Insert Molding | Overmolding |
| Core Definition | A pre-made component (metal or plastic) is placed into a mold, and molten plastic is injected around it to form a single part. | A base plastic part is molded first, then a second material is injected over it to create a layered, bonded structure. |
| Purpose | To embed functional inserts like threads, bushings, contacts, or structural reinforcements. | To add grip, softness, sealing, shock absorption, or aesthetics to a substrate. |
| Typical Substrate | Mostly metal inserts or rigid plastic components. | Mostly plastic substrates; soft elastomers molded on top. |
| Material Bonding | Primarily, the mechanical bonding between the plastic and the insert. | Mechanical + chemical bonding depending on material compatibility. |
| Cycle Process | Single-shot molding with manual or automated insert placement. | Two phases: base part molded → second material molded over it. |
| Strength & Durability | High structural integrity for load-bearing or threaded features. | Enhanced ergonomics, sealing, vibration control, and comfort. |
| Design Complexity | Higher precision is required for insert alignment and retention features. | Requires controlled wall thickness, bonding surface design, and material pairing. |
| Best Use Cases | Connectors, threaded inserts, electrical components, and metal reinforcement. | Handles, grips, soft-touch housings, seals, wear-resistant surfaces. |
| Cost Consideration | Slightly higher due to the insert cost + placement steps. | Slightly higher for dual materials and the second molding stage. |
| Production Volume Fit | Low to high volume, depending on insert loading automation. | Best suited for medium to high-volume production. |

Two-Shot Molding and How It Differs From Overmolding
Two-shot molding is a highly advanced variation of multi-material manufacturing where two different polymers are injected into the mold in a single machine cycle, using two injection units and a rotating mold system. Unlike traditional overmolding, which molds the second material onto a previously molded part in a separate cycle, two-shot molding completes both stages automatically without manual handling or repositioning. This process is ideal for high-volume production where precision, bonding strength, and cycle-time efficiency are critical.
Two materials, often a rigid plastic followed by an elastomer, are injected sequentially to produce complex two-shot molding geometries that are impossible to achieve through single-step molding. The result is a seamless, fully bonded part with improved structural integrity and aesthetic detail. Manufacturers choose two-shot molding for applications like multi-color housings, dual-material medical components, soft-touch buttons, and sealed electronics. While tooling is more expensive upfront, the long-term efficiency and consistency make it the preferred choice for large production runs where speed, precision, and repeatability matter most.
Best Overmolding Materials and Bonding Behavior
Choosing the right materials is the most critical step in achieving strong bonding and long-term durability in overmolding applications. Engineers focus on how the two polymers interact, mechanically and chemically, to ensure the second material adheres securely without delamination, warping, or premature wear. The most common molding materials include TPE, TPU, and silicone because they offer flexibility, shock absorption, and soft-touch surface properties. These elastomers bond well with substrates like PP, ABS, PC, and Nylon when the correct temperature, flow rate, and surface preparation are used.
For applications requiring improved grip or sealing, rubber over plastic molding is a preferred configuration, especially in consumer electronics, automotive handles, and waterproof housings. Bonding behavior depends on compatibility. For example, TPE bonds strongly to PP due to excellent chemical affinity, while TPU creates a durable mechanical bond with ABS and PC, often used in medical and industrial devices. Engineers also evaluate shrinkage rates, melt temperatures, and thermal expansion differences to avoid internal stresses. Good bonding comes from proper material pairing, optimized gate design, and ensuring the substrate surface is clean, textured, and correctly oriented to receive the second shot.
Plastic Overmolding Applications Across Industries
It is widely used across multiple industries because it lets manufacturers combine functionality, comfort, durability, and visual appeal in a single part. The process supports a broad range of plastic molding applications, from soft-touch surfaces to waterproof seals and vibration-resistant components. Its ability to improve ergonomics and structural performance without adding assembly steps makes it a preferred choice for companies scaling complex product lines. In consumer electronics, molding is used for grips, strain-relief features, buttons, and protective housings. Automotive manufacturers rely on overmolded components for knobs, connectors, sealing features, and weather-resistant parts that endure continuous vibration.
Industrial tools use overmolded elastomers for shock absorption and secure handling, reducing user fatigue and improving impact resistance. Meanwhile, overmolding in medical devices is critical for biocompatible grips, non-slip surfaces, encased electronics, and sterile-use components where precision and patient safety are non-negotiable. Across all sectors, the ability to combine multiple functions into one component, insulation, comfort, sealing, and durability, positions molding as a highly versatile manufacturing solution that enhances both product performance and user experience.
Common Mistakes to Avoid When Designing for Overmolding
Here are the most critical mistakes engineers must avoid to ensure strong bonding, functional performance, and stable production:
- Using incompatible materials that cannot bond chemically or mechanically, leading to weak adhesion or peeling.
- Insufficient bonding surface area, which reduces grip strength between the substrate and overmold layer.
- Poor gating locations cause uneven flow, air traps, and incomplete coverage of the overmold.
- Ignoring material shrinkage differences results in warping, cracking, or dimensional instability after cooling.
- Overly thick elastomer sections that cool unevenly and create sink marks or surface defects.
- Lack of mechanical interlocks, such as grooves, holes, or textures, occurs when chemical adhesion alone is not enough.
- Misaligned inserts or weak retention features cause shifts during molding and compromised part accuracy.
- Insufficient venting, which leads to trapped air, burn marks, or incomplete fill in critical areas.
- Skipping early DFM review, increasing tooling revisions, production delays, and higher manufacturing costs.
Conclusion
Selecting between overmolding and insert molding ultimately depends on your product’s functional requirements, material performance needs, and long-term production goals. It is the better choice when you want enhanced ergonomics, improved sealing, vibration resistance, or multi-material aesthetics. Insert molding, on the other hand, is ideal when structural reinforcement, embedded metal features, or electrical components are needed within the final part.
Both processes deliver high value when applied correctly, but the key is to involve manufacturing engineers early. Material compatibility, bonding behavior, wall thickness, and tool design must be properly aligned before tooling begins. When these decisions are made strategically, companies achieve stronger, more reliable, and more cost-efficient parts. For teams developing next-generation consumer, automotive, industrial, or medical products, these molding methods offer unmatched flexibility and performance.